
Page 37 - 无损检测2024年第十期
P. 37
丁春雄,等:
基于爬行机器人技术的管道内壁相控阵超声检测
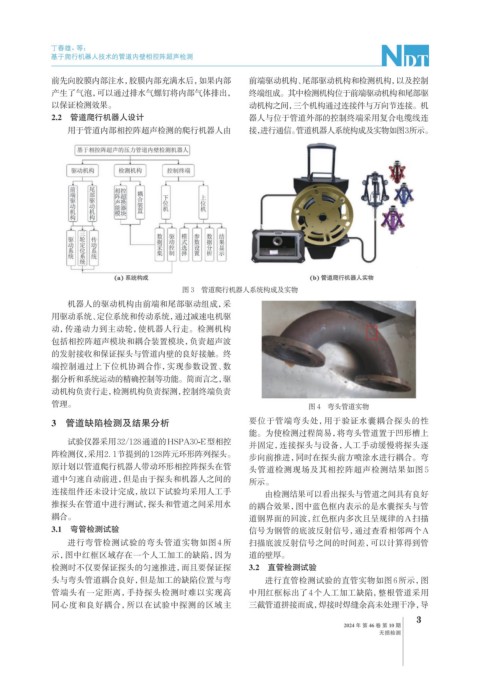
前先向胶膜内部注水,胶膜内部充满水后,如果内部 前端驱动机构、尾部驱动机构和检测机构,以及控制
产生了气泡,可以通过排水气螺钉将内部气体排出, 终端组成。其中检测机构位于前端驱动机构和尾部驱
以保证检测效果。 动机构之间,三个机构通过连接件与万向节连接。机
2.2 管道爬行机器人设计 器人与位于管道外部的控制终端采用复合电缆线连
用于管道内部相控阵超声检测的爬行机器人由 接,进行通信。管道机器人系统构成及实物如图3所示。
图 3 管道爬行机器人系统构成及实物
机器人的驱动机构由前端和尾部驱动组成,采
用驱动系统、定位系统和传动系统,通过减速电机驱
动,传递动力到主动轮,使机器人行走。检测机构
包括相控阵超声模块和耦合装置模块,负责超声波
的发射接收和保证探头与管道内壁的良好接触。终
端控制通过上下位机协调合作,实现参数设置、数
据分析和系统运动的精确控制等功能。简而言之,驱
动机构负责行走,检测机构负责探测,控制终端负责
管理。 图 4 弯头管道实物
3 管道缺陷检测及结果分析 要位于管端弯头处,用于验证水囊耦合探头的性
能。为使检测过程简易,将弯头管道置于凹形槽上
试验仪器采用32/128通道的HSPA30-E型相控
并固定,连接探头与设备,人工手动缓慢将探头逐
阵检测仪,采用2. 1节提到的128阵元环形阵列探头。
步向前推进,同时在探头前方喷涂水进行耦合。弯
原计划以管道爬行机器人带动环形相控阵探头在管
头管道检测现场及其相控阵超声检测结果如图 5
道中匀速自动前进,但是由于探头和机器人之间的 所示。
连接组件还未设计完成,故以下试验均采用人工手 由检测结果可以看出探头与管道之间具有良好
推探头在管道中进行测试,探头和管道之间采用水 的耦合效果,图中蓝色框内表示的是水囊探头与管
耦合。 道钢界面的回波,红色框内多次且呈规律的A扫描
3.1 弯管检测试验 信号为钢管的底波反射信号,通过查看相邻两个A
进行弯管检测试验的弯头管道实物如图 4 所 扫描底波反射信号之间的时间差,可以计算得到管
示,图中红框区域存在一个人工加工的缺陷,因为 道的壁厚。
检测时不仅要保证探头的匀速推进,而且要保证探 3.2 直管检测试验
头与弯头管道耦合良好,但是加工的缺陷位置与弯 进行直管检测试验的直管实物如图6所示,图
管端头有一定距离,手持探头检测时难以实现高 中用红框标出了4个人工加工缺陷,整根管道采用
同心度和良好耦合,所以在试验中探测的区域主 三截管道拼接而成,焊接时焊缝余高未处理干净,导
3
2024 年 第 46 卷 第 10 期
无损检测