
Page 111 - 无损检测2024年第十期
P. 111
顾天宝:
基于 Canny 算子边缘分割的海洋平台焊接构件焊缝检测方法
图 4 图像数据集的扩增处理过程
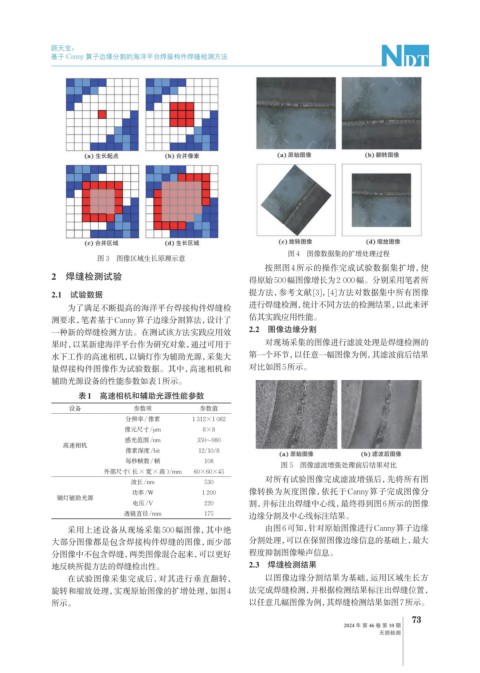
图 3 图像区域生长原理示意
按照图4所示的操作完成试验数据集扩增,使
2 焊缝检测试验 得原始500幅图像增长为2 000幅。分别采用笔者所
2.1 试验数据 提方法,参考文献[3],[4]方法对数据集中所有图像
为了满足不断提高的海洋平台焊接构件焊缝检 进行焊缝检测,统计不同方法的检测结果,以此来评
测要求,笔者基于Canny算子边缘分割算法,设计了 估其实践应用性能。
一种新的焊缝检测方法。在测试该方法实践应用效 2.2 图像边缘分割
果时,以某新建海洋平台作为研究对象,通过可用于 对现场采集的图像进行滤波处理是焊缝检测的
水下工作的高速相机,以镝灯作为辅助光源,采集大 第一个环节,以任意一幅图像为例,其滤波前后结果
量焊接构件图像作为试验数据。其中,高速相机和 对比如图5所示。
辅助光源设备的性能参数如表1所示。
表1 高速相机和辅助光源性能参数
设备 参数项 参数值
分辨率/像素 1 312×1 082
像元尺寸/μm 8×8
感光范围/nm 350~980
高速相机
像素深度/bit 12/10/8
每秒帧数/帧 108
图 5 图像滤波增强处理前后结果对比
外部尺寸(长×宽×高)/mm 60×60×45
对所有试验图像完成滤波增强后,先将所有图
波长/nm 530
功率/W 1 200 像转换为灰度图像,依托于Canny算子完成图像分
镝灯辅助光源
电压/V 220 割,并标注出焊缝中心线,最终得到图6所示的图像
透镜直径/mm 175 边缘分割及中心线标注结果。
采用上述设备从现场采集500幅图像,其中绝 由图6可知,针对原始图像进行Canny算子边缘
大部分图像都是包含焊接构件焊缝的图像,而少部 分割处理,可以在保留图像边缘信息的基础上,最大
分图像中不包含焊缝,两类图像混合起来,可以更好 程度抑制图像噪声信息。
地反映所提方法的焊缝检出性。 2.3 焊缝检测结果
在试验图像采集完成后,对其进行垂直翻转, 以图像边缘分割结果为基础,运用区域生长方
旋转和缩放处理,实现原始图像的扩增处理,如图4 法完成焊缝检测,并根据检测结果标注出焊缝位置,
所示。 以任意几幅图像为例,其焊缝检测结果如图7所示。
73
2024 年 第 46 卷 第 10 期
无损检测