
Page 48 - 无损检测2024年第五期
P. 48
陆 阳, 等:
油气管道不等壁厚内锥孔环焊缝的相控阵超声检测
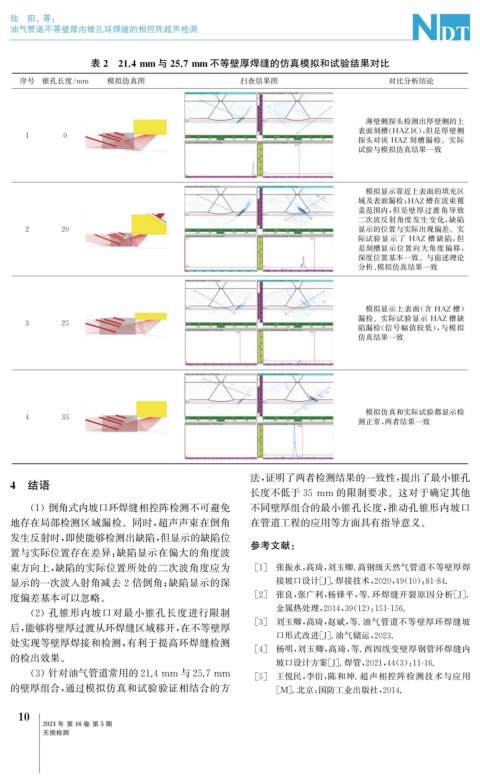
表2 21.4mm 与25.7mm 不等壁厚焊缝的仿真模拟和试验结果对比
模拟仿真图 扫查结果图 对比分析结论
序号 锥孔长度 / mm
薄壁侧探头检测出厚壁侧的上
表面刻槽( HAZ区), 但是厚壁侧
1 0
探头对该 HAZ 刻槽漏检。实际
试验与模拟仿真结果一致
模拟显示靠近上表面的填充区
域及表面漏检; HAZ槽在波束覆
盖范围内, 但是壁厚过渡角导致
二次波反射角度发生变化, 缺陷
显示的位置与实际出现偏差。实
2 20
际试验显示了 HAZ 槽缺陷, 但
是刻槽显示位置向大角度偏移,
深度位置基本一致。与前述理论
分析、 模拟仿真结果一致
模拟显示上表面( 含 HAZ槽)
漏检。实际试验显示 HAZ 槽缺
3 25
陷漏检( 信号幅值较低), 与模拟
仿真结果一致
模拟仿真和实际试验都显示检
4 35
测正常, 两者结果一致
法, 证明了两者检测结果的一致性, 提出了最小锥孔
4 结语
长度不低于35mm 的限制要求。这对于确定其他
( 1 )倒角式内坡口环焊缝相控阵检测不可避免 不同壁厚组合的最小锥孔长度, 推动孔锥形内坡口
地存在局部检测区域漏检。同时, 超声声束在倒角 在管道工程的应用等方面具有指导意义。
发生反射时, 即使能够检测出缺陷, 但显示的缺陷位 参考文献:
置与实际位置存在差异: 缺陷显示在偏大的角度波
束方向上, 缺陷的实际位置所处的二次波角度应为 [ 1 ] 张振永, 高琦, 刘玉卿. 高钢级天然气管道不等壁厚焊
显示的一次波入射角减去2倍倒角; 缺陷显示的深 接坡口设计[ J ] . 焊接技术, 2020 , 49 ( 10 ): 81-84.
度偏差基本可以忽略。 [ 2 ] 张良, 张广利, 杨锋平, 等. 环焊缝开裂原因分析[ J ] .
( 2 )孔锥形内坡口对最小锥孔长度进行限制 金属热处理, 2014 , 39 ( 12 ): 151-156.
[ 3 ] 刘玉卿, 高琦, 赵斌, 等. 油气管道不等壁厚环焊缝坡
后, 能够将壁厚过渡从环焊缝区域移开, 在不等壁厚
口形式改进[ J ] . 油气储运, 2023.
处实现等壁厚焊接和检测, 有利于提高环焊缝检测
[ 4 ] 杨明, 刘玉卿, 高琦, 等. 西四线变壁厚钢管环焊缝内
的检出效果。
坡口设计方案[ J ] . 焊管, 2021 , 44 ( 3 ): 11-16.
( 3 ) 针对油气管道常用的21.4mm 与25.7mm [ 5 ] 王悦民, 李衍, 陈和坤. 超声相控阵检测技术与应用
的壁厚组合, 通过模拟仿真和试验验证相结合的方 [ M ] . 北京: 国防工业出版社, 2014.
1
0
2024年 第46卷 第5期
无损检测