
Page 40 - 无损检测2024年第四期
P. 40
胡正伟, 等:
基于微纳 CT 的 SLM 成形铝合金缺陷与损伤表征
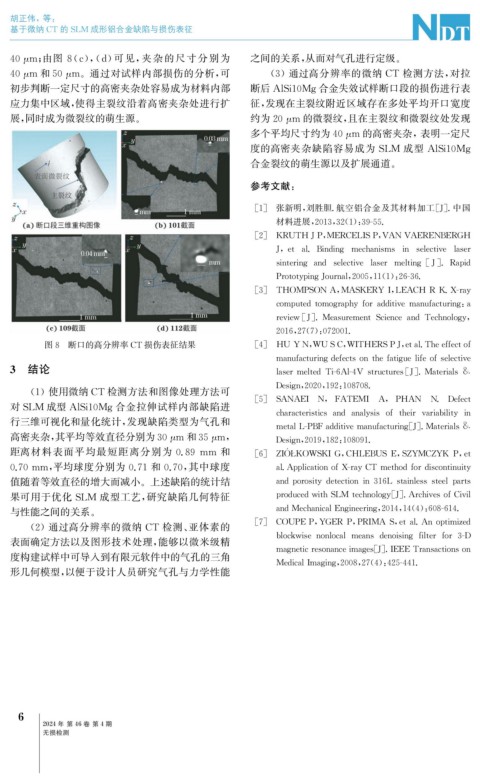
40 μ m ; 由图 8 ( c ),( d ) 可见, 夹杂的尺寸分别为 之间的关系, 从而对气孔进行定级。
40 μ m 和50 μ m 。通过对试样内部损伤的分析, 可 ( 3 )通过高分辨率的微纳 CT 检测方法, 对拉
初步判断一定尺寸的高密夹杂处容易成为材料内部 断后 AlSi10M g 合金失效试样断口段的损伤进行表
应力集中区域, 使得主裂纹沿着高密夹杂处进行扩 征, 发现在主裂纹附近区域存在多处平均开口宽度
展, 同时成为微裂纹的萌生源。 约为20 μ m 的微裂纹, 且在主裂纹和微裂纹处发现
多个平均尺寸约为40 μ m 的高密夹杂, 表明一定尺
度的高密夹杂缺陷容易成为 SLM 成型 AlSi10M g
合金裂纹的萌生源以及扩展通道。
参考文献:
[ 1 ] 张新明, 刘胜胆. 航空铝合金及其材料加工[ J ] . 中国
材料进展, 2013 , 32 ( 1 ): 39-55.
[ 2 ] KRUTHJP , MERCELISP , VANVAERENBERGH
J , et al.Bindin g mechanisms in selective laser
sinterin g and selective laser meltin g [ J ] .Ra p id
Protot yp in g Journal , 2005 , 11 ( 1 ): 26-36.
[ 3 ] THOMPSONA , MASKERYI , LEACH R K.X-ra y
com p utedtomo g ra p h yforadditive manufac turin g : a
review [ J ] .MeasurementScienceand Technolo gy ,
2016 , 27 ( 7 ): 072001.
图8 断口的高分辨率 CT 损伤表征结果 [ 4 ] HU YN , WUSC , WITHERSPJ , etal.Theeffectof
manufacturin gdefectsonthefati g uelifeofselective
3 结论 lasermeltedTi-6Al-4Vstructures [ J ] .Materials &
( 1 )使用微纳 CT 检测方法和图像处理方法可 Desi g n , 2020 , 192 : 108708.
[ 5 ] SANAEI N , FATEMI A , PHAN N. Defect
对 SLM 成型 AlSi10M g 合金拉伸试样内部缺陷进
characteristicsand anal y sis oftheir variabilit yin
行三维可视化和量化统计, 发现缺陷类型为气孔和
metalL-PBFadditivemanufacturin g [ J ] .Materials&
高密夹杂, 其平均等效直径分别为30 μ m 和35 μ m ,
Desi g n , 2019 , 182 : 108091.
距离材料表面平均最短距离分别为 0.89 mm 和 [ 6 ] ZIÓŁKOWSKIG , CHLEBUSE , SZYMCZYK P , et
0.70mm , 平均球度分别为 0.71 和 0.70 , 其中球度 al.A pp licationofX-ra yCT methodfordiscontinuit y
值随着等效直径的增大而减小。上述缺陷的统计结 andp orosit ydetectionin316Lstainlesssteelp arts
果可用于优化 SLM 成型工艺, 研究缺陷几何特征 p roducedwithSLMtechnolo gy [ J ] .ArchivesofCivil
与性能之间的关系。 andMechanicalEn g ineerin g , 2014 , 14 ( 4 ): 608-614.
[ 7 ] COUPEP , YGERP , PRIMAS , etal.Ano p timized
( 2 )通过高分辨率的微纳 CT 检测、 亚体素的
表面确定方法以及图形技术处理, 能够以微米级精 blockwisenonlocal meansdenoisin gfilterfor3-D
ma g neticresonanceima g es [ J ] .IEEETransactionson
度构建试样中可导入到有限元软件中的气孔的三角
M edicalIma g in g , 2008 , 27 ( 4 ): 425-441.
形几何模型, 以便于设计人员研究气孔与力学性能
6
2024年 第46卷 第4期
无损检测