
Page 74 - 无损检测2024年第三期
P. 74
吴家喜, 等:
危化品常压储罐罐壁超声相控阵 C扫描检测与局部腐蚀评价
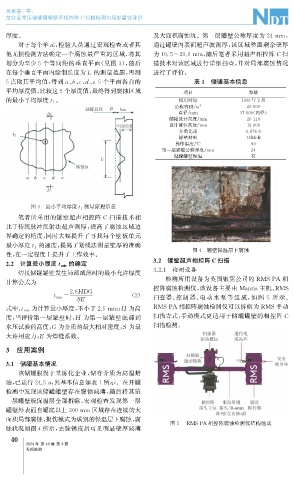
厚度。 及大面积腐蚀坑。第一层罐壁公称厚度为24mm ,
对于每个单元, 检验人员通过宏观检查或者其 通过罐壁内表面超声波测厚, 该区域整圈剩余壁厚
他无损检测方法确定一个腐蚀最严重的区域, 将其 为10.5~20.1mm , 随后笔者采用超声相控阵 C 扫
划分为至少5个等间距的垂直平面( 见图 3 ), 随后 描技术对该区域进行详细扫查, 并对局部腐蚀情况
在每个垂直平面内绘制长度为L 的测量范围, 再测 进行了评价。
5点取其平均值, 得到a 、 b 、 c 、 d 、 e5个平面各自的 表1 储罐基本信息
平均厚度值, 比较这5个厚度值, 最终得到腐蚀区域 项目 参数
。 投用时间 1999年2月
的最小平均厚度 t 1
3
公称容积 / m 20000
直径 / mm 37000 ( 内径)
储罐设计高度 / mm 20110
设计液位高度 / mm 19000
介质比重 0.8768
罐壁材料 16MnR
操作温度 / ℃ 90
第一层罐壁公称厚度 / mm 24
储罐罐壁保温 有
图3 最小平均厚度 t 1 测量原理示意
笔者所采用的罐壁超声相控阵 C 扫描技术相
比于传统脉冲反射法超声测厚, 提高了腐蚀区域边
界确定的精度, 同时大幅提升了寻找每个壁板单元
的速度, 提高了划线法测量壁厚的准确
最小厚度 t 2
图4 罐壁保温层下腐蚀
性, 在一定程度上提升了工作效率。
3.2 罐壁超声相控阵 C扫描
的确定
2.2 计算最小厚度 t min
焊接储罐罐壁发生局部减薄时的最小允许厚度 3.2.1 检测设备
检测所用设备为英国银翼公司的 RMSPA 相
计算公式为
控阵腐蚀检测仪, 该设备主要由 Mantis主机、 RMS
2.6HDG
t min= ( 2 ) 扫查器、 控制器、 电动水泵等组成, 如图 5 所示。
SE
为计算最小厚度, 不小于2.5mm ; H 为高 RMSPA 相控阵腐蚀检测仪可以拆解为 RMS手动
式中: t min
度, 当评价第一层罐壁时, H 为第一层罐壁底部到 扫描方式, 手动模式更适用于储罐罐壁的相控阵 C
水压试验的高度; G 为介质的最大相对密度; S 为最 扫描检测。
大许用应力; E 为焊缝系数。
3 应用案例
3.1 储罐基本情况
该储罐服役于某炼化企业, 储存介质为高温蜡
油, 已运行24.5a , 其基本信息如表1所示。在开罐
检测中发现该储罐罐壁存在腐蚀减薄, 随后将其第
一层罐壁板保温层全部拆除, 宏观检查发现第一层
罐壁外表面自罐底以上300mm 区域存在连续的大
面积局部腐蚀, 损伤模式为碳钢的保温层下腐蚀, 腐
图5 RMSPA 相控阵腐蚀检测仪结构组成
蚀状况如图4所示, 去除锈皮后可见明显壁厚减薄
0
4
2024年 第46卷 第3期
无损检测