
Page 68 - 无损检测2023年第十二期
P. 68
刘春华, 等:
相控阵超声检测缺陷识别与分类研究进展
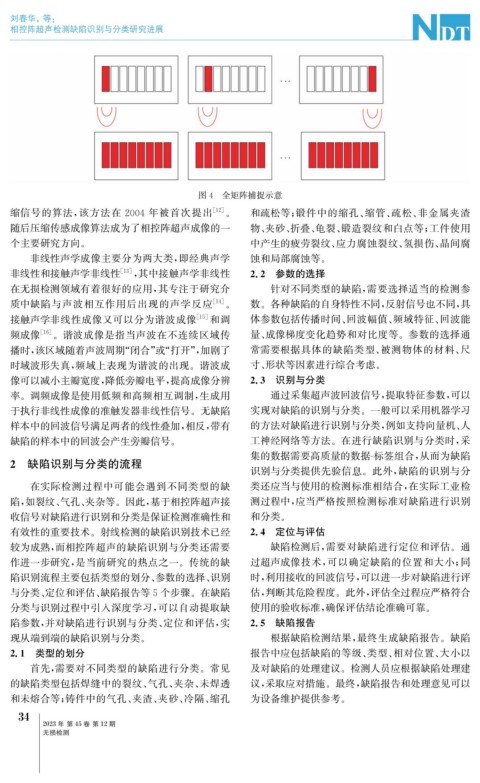
图4 全矩阵捕捉示意
缩信号的算法, 该方法在 2004 年被首次提出 [ 12 ] 。 和疏松等; 锻件中的缩孔、 缩管、 疏松、 非金属夹渣
随后压缩传感成像算法成为了相控阵超声成像的一 物、 夹砂、 折叠、 龟裂、 锻造裂纹和白点等; 工件使用
个主要研究方向。 中产生的疲劳裂纹、 应力腐蚀裂纹、 氢损伤、 晶间腐
非线性声学成像主要分为两大类, 即经典声学 蚀和局部腐蚀等。
非线性和接触声学非线性 [ 13 ] , 其中接触声学非线性 2.2 参数的选择
在无损检测领域有着很好的应用, 其专注于研究介 针对不同类型的缺陷, 需要选择适当的检测参
质中缺陷与声波相互作用后出现的声学反应 [ 14 ] 。 数。各种缺陷的自身特性不同, 反射信号也不同, 具
接触声学非线性成像又可以分为谐波成像 [ 15 ] 和调 体参数包括传播时间、 回波幅值、 频域特征、 回波能
频成像 [ 16 ] 。谐波成像是指当声波在不连续区域传 量、 成像梯度变化趋势和对比度等。参数的选择通
播时, 该区域随着声波周期“ 闭合” 或“ 打开”, 加剧了 常需要根据具体的缺陷类型、 被测物体的材料、 尺
时域波形失真, 频域上表现为谐波的出现。谐波成 寸、 形状等因素进行综合考虑。
像可以减小主瓣宽度, 降低旁瓣电平, 提高成像分辨 2.3 识别与分类
率。调频成像是使用低频和高频相互调制, 生成用 通过采集超声波回波信号, 提取特征参数, 可以
于执行非线性成像的准触发器非线性信号。无缺陷 实现对缺陷的识别与分类。一般可以采用机器学习
样本中的回波信号满足两者的线性叠加, 相反, 带有 的方法对缺陷进行识别与分类, 例如支持向量机、 人
缺陷的样本中的回波会产生旁瓣信号。 工神经网络等方法。在进行缺陷识别与分类时, 采
集的数据需要高质量的数据 - 标签组合, 从而为缺陷
2 缺陷识别与分类的流程
识别与分类提供先验信息。此外, 缺陷的识别与分
在实际检测过程中可能会遇到不同类型的缺 类还应当与使用的检测标准相结合, 在实际工业检
陷, 如裂纹、 气孔、 夹杂等。因此, 基于相控阵超声接 测过程中, 应当严格按照检测标准对缺陷进行识别
收信号对缺陷进行识别和分类是保证检测准确性和 和分类。
有效性的重要技术。射线检测的缺陷识别技术已经 2.4 定位与评估
较为成熟, 而相控阵超声的缺陷识别与分类还需要 缺陷检测后, 需要对缺陷进行定位和评估。通
作进一步研究, 是当前研究的热点之一。传统的缺 过超声成像技术, 可以确定缺陷的位置和大小; 同
陷识别流程主要包括类型的划分、 参数的选择、 识别 时, 利用接收的回波信号, 可以进一步对缺陷进行评
与分类、 定位和评估、 缺陷报告等5个步骤。在缺陷 估, 判断其危险程度。此外, 评估全过程应严格符合
分类与识别过程中引入深度学习, 可以自动提取缺 使用的验收标准, 确保评估结论准确可靠。
陷参数, 并对缺陷进行识别与分类、 定位和评估, 实 2.5 缺陷报告
现从端到端的缺陷识别与分类。 根据缺陷检测结果, 最终生成缺陷报告。缺陷
2.1 类型的划分 报告中应包括缺陷的等级、 类型、 相对位置、 大小以
首先, 需要对不同类型的缺陷进行分类。常见 及对缺陷的处理建议。检测人员应根据缺陷处理建
的缺陷类型包括焊缝中的裂纹、 气孔、 夹杂、 未焊透 议, 采取应对措施。最终, 缺陷报告和处理意见可以
和未熔合等; 铸件中的气孔、 夹渣、 夹砂、 冷隔、 缩孔 为设备维护提供参考。
3
4
2023年 第45卷 第12期
无损检测