
Page 107 - 无损检测2023年第十二期
P. 107
马金鑫, 等:
基于无人机智能视觉的大型特种设备表面缺陷检测
而特种设备的无人机巡检尚处于起步阶段, 尤其对 率小于2% , 只要无人机距离检测目标5m 内就可
于大型机电类特种设备( 起重机、 大型游乐设施) 的 以得到清晰的缺陷图像, 可以满足无人机在安全距
检测应用更是鲜见报道。因此, 攻克大型特种设备 离外检测结构表面裂纹的要求。
缺乏表面缺陷高效检测和量化识别的难题, 具有较 1.2 FasterR-CNN 深度学习神经网络裂纹检测
大的意义和价值。 算法
部分大型特种设备的结构十分复杂, 如起重机 FasterR-CNN 神经网络是由卷积神经网络、 区
和大型游乐设施等, 其涉及到多种维度的检测。因 域生成网络、 池化层、 最终分类器等4部分组成的,
为被检物大多是立体的且不同表面的光照情况不 区域生成网络和 FasterR-CNN 对象检测网络组合
同, 裂纹的形态差异很大; 另外大型特种设备的种类 生成共享整个图像的卷积特征和检测网络, Faster
很多, 所以裂纹的背景也不同。除此之外, 锈斑、 水 R-CNN 网络用于检测图像, 因为区域生成网络的大
渍以及物体间本身的缝隙等伪裂纹缺陷也会扰乱检 部分检测是在 GPU ( 图形处理器) 中完成的, 所以检
测结果。为解决门式起重机的下盖板和塔式起重机 测速度大大提高 [ 1 ] 。
的臂架端部及塔帽顶端等空间位置受限部位的拍摄 使用 FasterR-CNN 深度学习神经网络 [ 13-15 ] 对
视角问题, 笔者研制了一种搭载双云台的无人机智 裂纹等缺陷进行检测的流程为: 首先通过分类层和
能视觉检测系统, 该系统可以快速、 全面、 高质量地 回归层实现缺陷的分类和检测, 并于区域生成网络
采集被检测部位的图像。在此基础上, 提出了一种 中对第一组分类和回归进行分类, 以检测区域生成
适应罐区围堰墙面以及高空建筑物墙面等具有简单 网络是否存在裂纹; 然后在池化层的预测网络中对
表面特征的墙面缺陷检测和识别算法, 以对简单背 第二组进行分类和回归, 其中回归确定了图像中候
景下的表面裂纹缺陷进行检测与评价, 为具有复杂 选区域的精确位置。基于 FasterR-CNN 神经网络
结构和表面特征的大型特种设备表面缺陷检测奠定 的裂纹缺陷检测算法步骤如图2所示。
基础。 1.3 裂纹参数识别算法
检测出缺陷后, 还要测量出裂纹的面积、 长
1 检测原理
度, 得到裂纹的宽度以及长宽比, 利用这些参数进
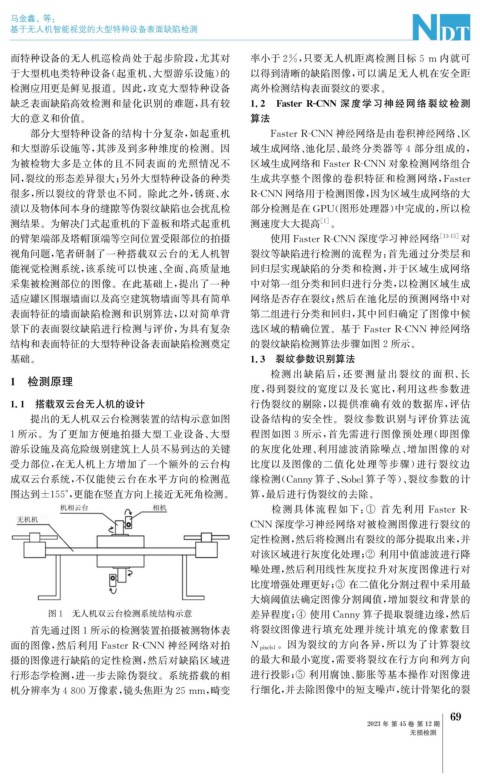
1.1 搭载双云台无人机的设计 行伪裂纹的剔除, 以提供准确有效的数据库, 评估
提出的无人机双云台检测装置的结构示意如图 设备结构的安全性。裂纹参数识别与评价算法流
1所示。为了更加方便地拍摄大型工业设备、 大型 程图如图3所示, 首先需进行图像预处理( 即图像
游乐设施及高危险级别建筑上人员不易到达的关键 的灰度化处理、 利用滤波消除噪点、 增加图像的对
受力部位, 在无人机上方增加了一个额外的云台构 比度以及图像的二值化处理等步骤) 进行裂纹边
成双云台系统, 不仅能使云台在水平方向的检测范 缘检测( Cann y 算子、 Sobel 算子等)、 裂纹参数的计
围达到±155° , 更能在竖直方向上接近无死角检测。 算, 最后进行伪裂纹的去除。
检测具体流程如下: ① 首先利用 FasterR-
CNN 深度学习神经网络对被检测图像进行裂纹的
定性检测, 然后将检测出有裂纹的部分提取出来, 并
对该区域进行灰度化处理; ② 利用中值滤波进行降
噪处理, 然后利用线性灰度拉升对灰度图像进行对
比度增强处理更好; ③ 在二值化分割过程中采用最
大熵阈值法确定图像分割阈值, 增加裂纹和背景的
图1 无人机双云台检测系统结构示意 差异程度; ④ 使用 Cann y 算子提取裂缝边缘, 然后
首先通过图1所示的检测装置拍摄被测物体表 将裂纹图像进行填充处理并统计填充的像素数目
面的图像, 然后利用 FasterR-CNN 神经网络对拍 N p ixels1 。因为裂纹的方向各异, 所以为了计算裂纹
摄的图像进行缺陷的定性检测, 然后对缺陷区域进 的最大和最小宽度, 需要将裂纹在行方向和列方向
行形态学检测, 进一步去除伪裂纹。系统搭载的相 进行投影; ⑤ 利用腐蚀、 膨胀等基本操作对图像进
机分辨率为4800万像素, 镜头焦距为25mm , 畸变 行细化, 并去除图像中的短支噪声, 统计骨架化的裂
9
6
2023年 第45卷 第12期
无损检测