
Page 71 - 无损检测2023年第三期
P. 71
黄雪波:
深水导管架 TKY 疲劳节点焊缝的无损检测
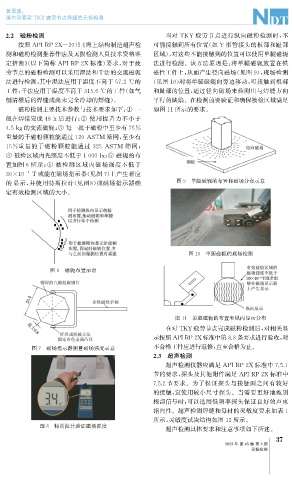
2.2 磁粉检测 当对 TKY 疲劳节点进行纵向磁粉检测时, 不
按照 APIRP2X-2015 《 海上结构制造超声检 可能接触到所有位置( 如 Y 形管接头的根部和趾部
测和磁粉检测推荐作法及无损检测人员技术资格鉴 区域), 对这些不能接触到的位置可以使用单腿磁轭
定指南》( 以下简称 APIRP2X 标准) 要求, 对于疲 法进行检测。该方法原理是: 将单腿磁轭放置在铁
劳节点的磁粉检测可以采用湿法和干法的交流磁轭 磁性工件上, 从而产生径向磁场( 见图9 ), 现场检测
法进行检测, 其中湿法应用于温度不高于57.2℃的 ( 见图10 ) 时将单腿磁轭向旁边移动, 可接触到根部
工件, 干法应用于温度不高于315.6℃的工件( 如气 和趾部的位置, 通过径向磁场来检测出与焊缝方向
刨清根后的焊缝或尚未完全冷却的焊缝)。 平行的缺陷。在检测前要验证和确保被检区域满足
磁粉检测主要技术参数与技术要求如下: ① 一 如图11所示的要求。
般在焊接完成 48h 后进行; ② 使用提升力不小于
4.5k g 的交流磁轭; ③ 每一批干磁粉中至少有75%
重量的干磁粉颗粒能通过120ASTM 筛网, 至少有
15%重量的干磁粉颗粒能通过 325ASTM 筛网;
④ 被检区域内光照度不低于1000lx ; ⑤ 磁轭的布
置如图6所示; ⑥ 被检测区域内磁场强度不低于
30×10 T 或能在磁场指示器( 见图7 ) 上产生相应
-4
的 显示, 并使用特斯拉计( 见图 8 ) 或磁场指示器确 图9 单腿磁轭的布置和磁场分布示意
定有效检测区域的大小。
图10 单腿磁轭的现场检测
图6 磁轭布置示意
图11 单腿磁轭的布置和纵向显示分布
在对 TKY 疲劳节点完成磁粉检测后, 对相关显
示按照 APIRP2X标准中第8.8条要求进行验收, 对
图7 磁场指示器测量磁场强度示意 不合格工件应进行返修, 直至合格为止。
2.3 超声检测
超声检测仪器应满足 APIRP2X 标准中7.5.1
节的要求, 探头及其他附件满足 APIRP2X 标准中
7.5.2节要求。为了保证探头与接触面之间有较好
的接触, 宜使用较小尺寸探头。当需要更好地甄别
根部信号时, 可以选用低频率探头保证良好的声束
指向性。超声检测焊缝和母材的灵敏度要求如表1
所示, 灵敏度试块结构如图12所示。
图8 特斯拉计验证磁场强度
超声检测具体要求和注意事项如下所述。
7
3
2023年 第45卷 第3期
无损检测