
Page 36 - 无损检测2023年第三期
P. 36
程世扬, 等:
基于超声红外热成像技术的涡轮叶片裂纹检测
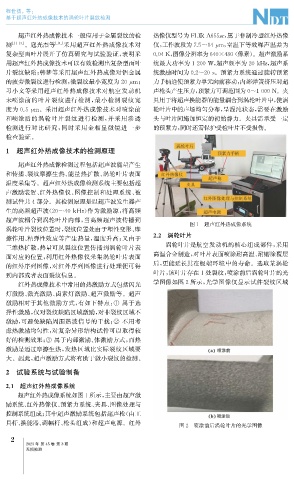
超声红外热成像技术一般应用于金属裂纹的检 热像仪型号为 FLIRA655sc , 属于非制冷型红外热像
测 [ 11-13 ] 。寇光杰等 [ 14 ] 采用超声红外热成像技术对 仪, 工作波段为7.5~14 μ m , 室温下等效噪声温差为
复杂型面叶片展开了仿真研究与试验验证, 表明采 0.04K , 图像分辨率为640×480 ( 像素)。超声激励系
用超声红外热成像技术可以有效检测出复杂型面叶 统最大功率为1200W , 超声频率为20kHz , 超声系
片裂纹缺陷; 韩梦等采用超声红外热成像对铝金属 统激励时间为0.2~20s 。预紧力系统通过旋转预紧
的疲劳微裂纹进行检测, 微裂纹最小宽度为20 μ m ; 力手柄迫使预紧力单元向前移动, 内部弹簧挤压对超
习小文等采用超声红外热成像技术对航空发动机 声枪头产生压力, 预紧力可调范围为0~1000N 。夹
未喷涂前的叶片裂纹进行检测, 最小检测裂纹宽 具用于将超声换能器的能量耦合到涡轮叶片中, 使涡
度为0.5 μ m 。采用超声红外热成像技术对喷涂前 轮叶片中的声场均匀分布, 呈混沌状态, 需要在激励
和喷涂后的涡轮叶片裂纹进行检测, 并采用渗透 头与叶片间施加恒定的初始静力。夹具需承受一定
检测进行对比研究, 同时采用金相显微镜进一步 的预紧力, 同时还需保护受检叶片不受损伤。
检查验证。
1 超声红外热成像技术的检测原理
超声红外热成像检测过程包括超声波能量产生
和传播、 裂纹摩擦生热、 能量热扩散、 涡轮叶片表面
温度采集等。超声红外热成像检测系统主要包括超
声激励装置、 红外热像仪、 图像控制和处理系统、 被
测试件共4部分。其检测原理是以超声波发生器产
生的高频超声波( 20~40kHz ) 作为激励源, 将高频
超声波耦合到涡轮叶片内部, 当高频超声波传播到
图1 超声红外热成像系统
涡轮叶片裂纹位置时, 裂纹位置处由于塑性变形、 摩
擦作用、 粘弹性效应等产生热量, 温度升高; 又由于 2.2 涡轮叶片
三维热扩散, 热量可从裂纹位置传播到涡轮叶片表 涡轮叶片是航空发动机的核心组成部件, 采用
高温合金制造, 对叶片表面喷涂耐高温、 耐磨涂覆层
面对应的位置, 利用红外热像仪采集涡轮叶片表面
的红外序列图像, 对红外序列图像进行处理便可得 后, 更能延长其在极端环境中的寿命。选取某涡轮
叶片, 该叶片存在1处裂纹, 喷涂前后涡轮叶片的光
到内部或者表面裂纹信息。
学图像如图2所示, 光学图像仅显示试件裂纹区域
红外热成像技术中常用的热激励方式包括闪光
灯激励、 激光激励、 卤素灯激励、 超声激励等。超声
激励相对于其他激励方式, 有如下特点: ① 属于选
择性激励, 仅对裂纹缺陷区域激励, 对非裂纹区域不
激励, 可避免缺陷周围热波信号的干扰; ② 不用考
虑热激励均匀性, 对复杂异形结构试件可以取得较
好的检测效果; ③ 属于内部激励、 体激励方式, 而热
激励是通过摩擦生热, 发热区域比实际裂纹区域要
大。因此, 超声激励方式将有助于微小裂纹的检测。
2 试验系统与试验制备
2.1 超声红外热成像系统
超声红外热成像系统如图1所示, 主要由超声激
励系统、 红外热像仪、 预紧力系统、 夹具、 图像处理与
控制系统组成; 其中超声激励系统包括超声枪( 由工
具杆、 换能器、 调幅杆、 枪头组成) 和超声电源。红外
图2 喷涂前后涡轮叶片的光学图像
2
2023年 第45卷 第3期
无损检测