
Page 54 - 无损检测2023年第二期
P. 54
强天鹏, 等:
汽车变速器齿轮焊缝的相控阵超声检测
2.2 第一种齿轮检测试验 2.2.4 第一种齿轮的检测图谱与数据分析
2.2.1 工件概况
试件由齿轮1和齿轮2组成, 将齿轮2套装在
齿轮1的空心轴上, 采用不开坡口的真空电子束焊
接成型, 其结构尺寸及相控阵检测探头扫查位置如
图1所示。
图2 第一种齿轮检测的 G 扫描( 俯视) 显示
图3 第一种齿轮检测的 D 扫描显示
图1 第一种齿轮结构及探头位置示意
焊缝中心至空心轴内壁距离为8.4mm , 齿轮1
的空心轴内径为47mm , 具备从内壁实施扫查的检
测条件。研制可伸进空心轴内的扫查器前端以及与
内径适配的探头, 就可以从空心轴内表面对环焊缝 图4 第一种齿轮检测的 C扫描显示
实施扫查。
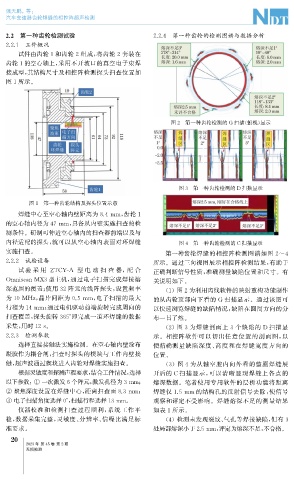
第一种齿轮焊缝的相控阵检测图谱如图 2~4
2.2.2 试验设备 所示。通过三向视图展示相控阵检测结果, 有助于
试 验 采 用 ZTCY-A 型 电 动 扫 查 器, 配 合 正确判断信号性质, 准确测量缺陷位置和尺寸。有
OmniscanMX3型主机, 通过电子扫描完成焊接熔 关说明如下。
深范围的覆盖; 使用32阵元的线阵探头, 设置频率 ( 1 )图2为利用离线软件的映射重构功能制作
为10MHz , 晶片间距为0.5mm , 电子扫描的最大 的从齿轮顶部向下看的 G 扫描显示。通过该图可
行程为14mm ; 通过电机驱动前端旋转完成周向的 以快速浏览焊缝的缺陷情况, 缺陷在圆周方向的分
扫查覆盖, 探头旋转365° 即完成一道环焊缝的数据 布一目了然。
采集, 用时12s 。 ( 2 )图3为焊缝剖面上 3 个缺陷的 D 扫描显
2.2.3 检测参数 示。相控阵软件可以切出任意位置的剖面图, 以
选择直接接触法实施检测。在空心轴内壁涂布 便精确测量缺陷深度、 高度和在焊缝宽度方向的
凝胶作为耦合剂, 扫查时探头的楔块与工件内壁接 位置。
触, 超声波通过楔块进入齿轮对焊缝实施扫查。 ( 3 )图4为从轴空腔内向外看的整圈焊缝展
根据灵敏度和探测声程要求, 结合工件情况, 选择 开后的 C扫描显示, 可以清晰显现焊缝上各点的
以下参数: ① 一次激发6个阵元, 激发孔径为3mm ; 熔深数据。笔者使用专用软件的层析功能将距离
② 聚焦深度设置在焊缝中心, 距离扫查面8.3mm ; 焊缝仅1.5mm 的结构孔的反射信号去除, 使信号
③ 电子扫描角度选择0° , 扫描行程选择13mm 。 观察和评定不受影响。焊缝熔深不足的测量结果
仪器校准和检测扫查过程顺利, 系统工作平 如表1所示。
稳, 数据采集完整, 灵敏度、 分辨率、 信噪比满足标 ( 4 )检测未发现裂纹、 气孔等焊接缺陷, 但有3
准要求。 处局部熔深小于2.5mm , 评定为熔深不足, 不合格。
2
0
2023年 第45卷 第2期
无损检测