
Page 55 - 无损检测2023年第二期
P. 55
强天鹏, 等:
汽车变速器齿轮焊缝的相控阵超声检测
表1 第一种齿轮焊缝的熔深不足缺陷数据
缺陷编号
项目
# # #
1 2 3
到内壁距离 / mm 8.3 8.3 8.3
周向位置 /( ° ) 59~68 118~133 278~314
长度 / mm 5 8.4 20
最小熔深值 / mm 2 2 1.6
2.2.5 试件解剖验证
图8 第一种齿轮113.1° 点位剖面图( 焊缝熔深4mm )
选择熔深不足的3 缺陷进行解剖, 采用线切割
#
加工方法从113.1° 至293.1° 方位剖开齿轮, 解剖位
置如图5所示。其中113.1° 点位相控阵检测熔深合
格; 293.1° 点位相控阵检测熔深不合格。
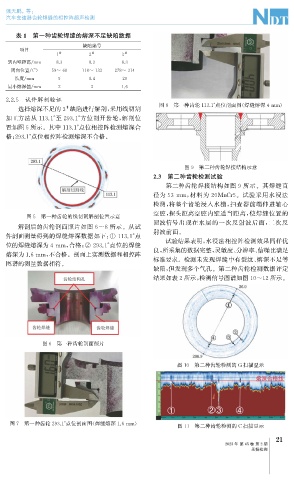
图9 第二种齿轮焊接结构示意
2.3 第二种齿轮检测试验
第二种齿轮焊接结构如图 9 所示。其焊缝直
径为53mm , 材料为 20MnCr5 。试验采用水浸法
检测, 将整个齿轮浸入水槽, 扫查器前端伸进轴心
空腔, 探头距离空腔内壁适当距离, 使焊缝位置的
图5 第一种齿轮的线切割解剖位置示意
回波信号出现在水层的一次反射波后面, 二次反
解剖后的齿轮剖面照片如图6~8所示。从试
射波前面。
件剖面测量得到的焊缝熔深数据如下: ① 113.1° 点
试验结果表明, 水浸法相控阵检测效果同样优
位的焊缝熔深为4mm , 合格; ②293.1° 点位的焊缝
良, 所采集的数据完整, 灵敏度、 分辨率、 信噪比满足
熔深为1.6mm , 不合格。剖面上实测数据和相控阵
标准要求。检测未发现焊缝中有裂纹、 熔深不足等
图谱的测量数据相符。
缺陷, 但发现多个气孔。第二种齿轮检测数据评定
结果如表2所示, 检测信号图谱如图10~12所示。
图6 第一种齿轮剖面照片
图10 第二种齿轮检测的 G 扫描显示
图7 第一种齿轮293.1° 点位剖面图( 焊缝熔深1.6mm )
图11 第二种齿轮检测的 C扫描显示
1
2
2023年 第45卷 第2期
无损检测