
Page 68 - 无损检测2022年第十二期
P. 68
孙玉明, 等:
风电叶片拉挤主梁的超声检测
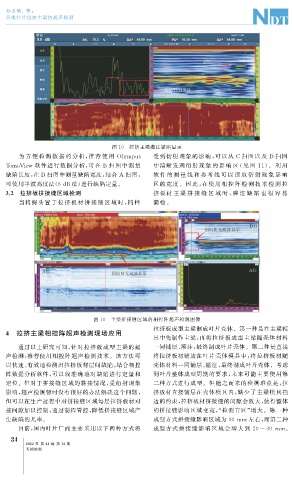
图 10 拉挤主梁灌注缺陷显示
为 方 便 检 测 数 据 的 分 析, 推 荐 使 用 Ol y m p us 受到衍射现象的影响, 可以从 C 扫图以 及 D 扫 图
TomoView 软件进行数据分析, 可在 B 扫图中测量 中清晰发现衍射 现 象 的 影 响 区 ( 见 图 11 )。 利 用
缺陷长度, 在 D 扫图中测量缺陷宽度, 结合 A 扫图, 软 件 的 测 量 线 和 参 考 线 可 以 读 取 衍 射 现 象 影 响
可使用半波高度法( 6dB 法) 进行缺陷定量。 区的宽度。因此, 在使用相 控 阵 检 测 技 术 检 测 拉
3.2 拉挤板拼接缝区域检测 挤板材 主 梁 拼 接 缝 区 域 时, 灌 注 缺 陷 也 很 容 易
当将探头置于 拉 挤 板 材 拼 接 缝 区 域 时, 同 样 漏检。
图 11 主梁拼接缝区域的相控阵超声检测图像
拉挤板成型主梁制成叶片壳休。第一种是在主梁模
4 拉挤主梁相控阵超声检测现场应用
具中先制作主梁, 再将拉挤板成型主梁随壳体材料
通过以上研究可知, 针对拉挤板成型主梁的超 一同铺层、 灌注, 最终制成叶片壳体。第二种是直接
声检测, 推荐使用相控阵超声检测技术。该方法可 将拉挤板材铺放在叶片壳体模具中, 将拉挤板材随
以快速、 有效地检测出拉挤板材层间缺陷, 结合相控 壳体材料一同铺层、 灌注, 最终制成叶片壳体。考虑
阵数据分析软件, 可以较准确地对缺陷进行定量和 到叶片整体成型周期的要求, 未来可能主要使用第
定位。但对于拼接缝区域的黏接情况, 受衍射现象 二种方式进行成型。但随之而来的检测难点是, 拉
影响, 超声检测暂时没有很好的办法解决这个问题, 挤板材直接铺层在壳体模具内, 缺少了主梁模具挡
但可以在生产过程中对拼接缝区域每层拉挤板材对 边的约束, 拉挤板材拼接缝的间隙会放大, 使得整体
接间隙加以控制, 通过制程管控, 降低拼接缝区域产 的拼接缝影响区域变宽,“ 检测盲区” 增大。第一种
生缺陷的几率。 成型方式拼接缝影响区域为 10mm 左右, 而第二种
目前, 国内叶片厂商主要采用以下两种方式将 成型方式拼接缝影响区域 会 增 大 到 20~30 mm 。
4
3
2022 年 第 44 卷 第 12 期
无损检测