
Page 67 - 无损检测2022年第十二期
P. 67
孙玉明, 等:
风电叶片拉挤主梁的超声检测
2.2 拉挤板拼接缝区域检测 用直接接触法( 探头表面需贴探头膜减少磨损) 进行
将探头置于拉挤板材拼接缝区域, 仪器显示界 检测, 检测前需使用相同结构、 工艺预制的阶梯试块
面出现了回波信号丢失的现象( 见图 6 ), 此现象可 完成检测设备零点和声速的校准。
以用波的衍射现象解释。拉挤板材主梁中声速约为
3400m · s , 探头频率为 1 MHz , 根据波长公式计
-1
算得到其波 长约为 3.4mm , 而拼接缝的间 隙基本
为 1~3mm , 满足发生明显衍射现象的条件。故此
区域发生衍射现象后, 底面反射回波减少, 因此出现
了底波信号丢失的现象。因为每层拉挤板材的拼接
缝均会产生衍射现象, 所以直探头检测时拼接缝区
域的灌注缺陷很容易漏检。可以通过研制定制的带
图 7 相控阵超声检测设备实物
角度探头以及改变探头频率, 对拼接缝区域的缺陷
检测进行深入研究。
图 8 相控阵超声半自动扫查系统
3.1 拉挤板堆垛区域检测
将探头置于拉挤板材堆垛区域, 仪器可以清晰
图 6 拉挤主梁拼接缝区域检测回波示意 显示出各层拉挤板材的界面回波, 以堆垛区域无缺
陷完好部位底波来进行灵敏度调节, 将底波调整到
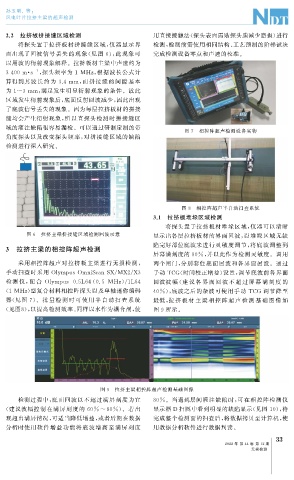
3 拉挤主梁的相控阵超声检测
屏幕满刻度的 80% , 并以此作为检测灵敏度。调用
采用相控阵超声对拉挤板主梁进行无损检测, 两个闸门, 分别套住底面回波和各界面回波。通过
手动扫查时采用 Ol y m p usOmniScanSX / MX2 / X3 手动 TCG ( 时间校正增益) 设置, 调节底波前各界面
检测 仪, 配 合 Ol y m p us 0.5L64 ( 0.5 MHz )/ 1L64 回波波 幅 ( 建 议 各 界 面 回 波 不 超 过 屏 幕 满 刻 度 的
( 1MHz ) 型复合材料相控阵探头以及单轴迷你编码 40% ), 底波之后的杂波可使用手动 TCG 调节降至
器( 见图 7 )。批 量 检 测 时 可 使 用 半 自 动 扫 查 系 统 最低, 拉 挤 板 材 主 梁 相 控 阵 超 声 检 测 基 础 图 像 如
( 见图 8 ), 以提高检测效率。 同样以水作为耦合剂, 使 图 9 所示。
图 9 拉挤主梁相控阵超声检测基础图像
检测过程中, 底面回波以不超过满屏刻度为宜 80% 。当遇到层间灌注缺陷时, 可在相控阵检测仪
( 建议波幅控制在满屏刻度的 60% ~80% )。若出 显示器 D 扫图中看到明显的缺陷显示( 见图 10 ), 待
现超出满屏情况, 可适当降低增益, 或者后期在数据 完成整个检测面的扫查后, 将数据拷贝至计算机, 使
分析时使用软件增益功能将底波增高至满 屏刻度 用数据分析软件进行数据判读。
3
3
2022 年 第 44 卷 第 12 期
无损检测