
Page 54 - 无损检测2022年第十一期
P. 54
裴 帅, 等:
基于图像配准的铸件内部缺陷检测技术
图 3 局部缺陷放大图像
fⅠ x , -fⅡ x , )
∑ y ( y 2
Ω
M SD = ( 10 )
Ω
式中: Ω 为图像像素点个数。
的大小反映了配准的两幅图像的相 似 性
M SD
测度, 其越小, 两幅图像相似程度越高。
的
另一评价指标为互信息, 图像 f 1 和图像 f 2
互信息可表示为
( , )
f 1 +
f 2 -
M I f 1 f 2 =H ( ) H ( ) H ( , )
f 1 f 2
( 11 )
的 熵;
式中: H ( )和 H ( )分 别 为 f 1 和 f 2
f 1 f 2
的联合熵。
f 1 f 2
H ( , ) 为 f 1 和 f 2
实现最优配准时, 互信息最大。
当 f 1 和 f 2
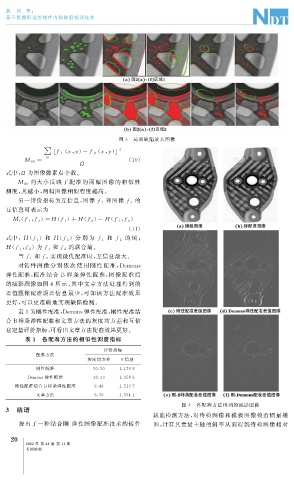
对铸件图 像 分 别 依 次 使 用 刚 性 配 准, Demons
弹性配准, 配准结合 B 样条弹性配准, 图像配准后
的减影图像如图 4 所示, 其中文章方法处理得到的
差值图像配准误差信息最少, 可知该方法配准效果
更好, 可以更准确地实现缺陷检测。
表1为刚性配准, Demons弹性配准, 刚性配准结
合 B样条弹性配准和文章方法的灰度均方差和互信
息定量评价指标, 可看出文章方法配准效果更好。
表 1 各配准方法的相似性测度指标
评价指标
配准方法
灰度均方差 互信息
刚性配准 50.50 1.1798
Demons弹性配准 38.33 1.3586
刚性配准结合 B 样条弹性配准 9.46 1.5137
文章方法 8.59 1.5341
图 4 各配准方法得到的减影图像
3 结语
缺陷检测方法, 对待检图像和模板图像构造惯量椭
提出了一种结合刚 - 弹性图像配准技术的铸件 圆, 计算其惯量主轴的斜率从而得到待检图像相对
2
0
2022 年 第 44 卷 第 11 期
无损检测