
Page 53 - 无损检测2022年第十一期
P. 53
裴 帅, 等:
基于图像配准的铸件内部缺陷检测技术
证, 文章将灰度差定为 15 , 作为判断该点是否为缺
陷的标准, 当减影图像某一点的灰度值高于 15 时,
即检测图像与模板图像灰度差值高于 15 , 表示该区
域铸件存在缺陷, 需要标记该区域; 当减影图像某一
点的灰度值低于 15 时, 表示该区域铸件不 存在缺
陷, 检测铸件符合标准。
2 试验结果分析
为了验证该方法对缺陷检测的可行性 和有效
性, 对采集的铸件图像进行了仿真试验验证, 图像大
小为 3072×3072 ( 像素 × 像素), 铸件模板图像通过
对 10 张同类型铸件图像配准后求和取平均值得到,
试验平台为 Intel ( R ) Core ( TM ) i7-9700kCPU ( 四
核八线程, 3.60GHz ), 32GB 内 存。在 Microsoft
VisualStudio2012 环境下编写应用程序。试验对
工业铸件缺陷图像分别使用刚性配准, Demons 弹
性配准, 刚性配准结合 B 样条弹性配准, 刚性配准
结合 Demons弹性配准的图像配准方法与模板图像
实现图像配准后, 将得到的差值图像以及缺陷检测
图像进行对比, 验证文章算法的优劣性。
2.1 缺陷检测结果
对工业铸 件 图 像 使 用 基 于 刚 性 配 准, Demons
弹性配准, 刚性配准结合 B 样条弹性配准, 刚性配
准结合 Demons 弹性 配 准 的 检 测 方 法 进 行 缺 陷 检
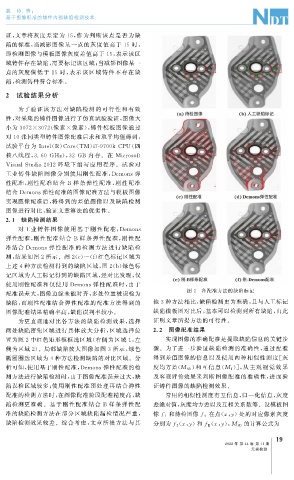
测, 结果如图 2 所示。图 2 ( c ) ~ ( f ) 红色标记区域为
上述 4 种方法检测得到的缺陷区域, 图 2 ( b ) 绿色标
记区域为人工标记得到的缺陷区域, 经对比发现, 仅
使用刚性配准和仅使用 Demons弹性配准时, 由于
图 2 各配准方法的缺陷标记
配准误差大, 图像边缘未能对齐, 多处位置被误检为
缺陷, 而刚性配准结合弹性配准的配准方法得到的 他 3 种方法相比, 缺陷检测更为准确, 且与人工标记
缺陷模板图对比后, 基本可以检测到所有缺陷, 由此
图像配准结果精确率高, 缺陷误判率较小。
为更直观地对比各方法的缺陷检测效果, 选择 证明文章所提方法的可行性。
两处缺陷密集区域进行具体放大分析, 区域选择位 2.2 图像配准结果
置为图 2 中红色矩形框框选区域( 右侧为区域 1 , 左 实现图像的准确配准是提取缺陷信息的关键步
侧为区域 2 )。局部缺陷放大图像如图 3 所示, 绿色 骤。为了进一步验证缺陷检测的准确性, 通过配准
椭圆圈选区域为 4 种方法检测缺陷的对比区域。分 得到差值图像的信息以及使用两种相似性测度[ 灰
析可知, 使用基于刚性配准, Demons弹性配准的检 度均方差( M SD ) 和互信息( M I )], 从主观视觉效果
测方法进行缺陷检测时, 由于图像配准误差过大, 缺 及客观评价效果来判断图像配准的准确性, 进而验
陷误检区域较多; 使用刚性配准预处理再结合弹性 证铸件图像的缺陷检测效果。
配准的检测方法时, 在图像配准阶段配准精度高, 缺 常用的相似性测度有互信息, 归一化信息, 灰度
陷检测更准确。基于刚性配准结合 B 样条弹性配 差绝对值, 灰度均方差以及互相关系数等。设模板图
准的缺陷检测方法在部分区域缺陷漏检情况严重, 在点( x ,) 处的对应像素灰度
像 f 1 和待检图像 f 2 y
缺陷检测效果较差。综合考虑, 文章所提方法与其 ( ( 的计算公式为
y
y
分别为 f Ⅰ x ,) 和 f Ⅱ x ,), M SD
9
1
2022 年 第 44 卷 第 11 期
无损检测