
Page 108 - 无损检测2022年第七期
P. 108
徐 健,等:
某工件电子束焊缝裂纹的超声检测
的声波折射掉, 因此笔者提出了专用有机玻璃斜楔
块加纵波直探头的检测方案。纵波直探头晶片直径
为 6mm , 频率为 5MHz 。
1 检测原理
检测方案要求纵波直探头发出的纵波通过斜楔
块进行波型转换成横波后传播到焊缝检测区域, 检
测布置如图 3 所示。检测时声束中心与凸台左边缘
相切, 在声束入射面施加耦合剂, 凸台不施加耦合
剂, 利用声束的一半对焊缝进行检测, 另一半声波被
折射到斜楔块端面, 沿周向移动斜楔即可完成对焊
缝的检测。
图 2 焊缝截面裂纹放大形貌
用无损检测方法的有效性进行如下分析。
( 1 )渗透检测可检出表面开口缺陷, 但该工件
电子束焊缝裂纹为延迟裂纹, 未裂到焊缝表面不能
被发现, 故渗透检测方法不适用。 图 3 检测布置示意
( 2 )涡流检测可检出表面及近表面缺陷, 但该
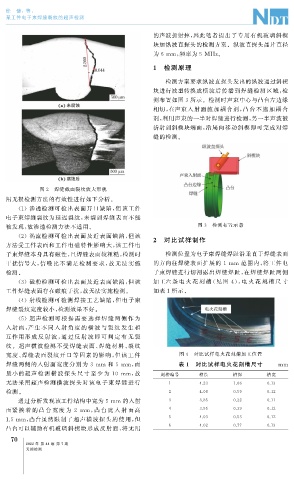
2 对比试样制作
方法受工件表面和工件电磁特性影响大, 该工件电
子束焊缝本身具有磁性, 且焊缝表面较粗糙, 检测时 检测位置为电子束焊缝焊趾沿垂直于焊缝表面
干扰信号大, 信噪比不满足检测要求, 故无 法实施 的方向往焊缝表面扩展的 1 mm 范围内, 将工件电
检测。 子束焊缝进行切割露出焊缝焊趾, 在焊缝焊趾两侧
( 3 )磁粉检测可检出表面及近表面缺陷, 但该 加工六 条 电 火 花 刻 槽 ( 见 图 4 ), 电 火 花 刻 槽 尺 寸
工件焊缝表面存在磁痕干扰, 故无法实施检测。 如表 1 所示。
( 4 )射线检测可检测焊接工艺缺陷, 但电子束
焊缝裂纹宽度较小, 检测效果不好。
( 5 )超声检测可 根 据 需 要 选 择 焊 缝 两 侧 作 为
入射面, 产 生 不 同 入 射 角 度 的 横 波 与 裂 纹 发 生 相
互作用形 成 反 射 波, 通 过 反 射 波 即 可 判 定 有 无 裂
纹。超声横波检测不受焊缝表面、 焊缝材料、 裂纹
宽度、 焊缝表面裂纹开口等因素的影响, 但该工件 图 4 对比试样电火花刻槽加工位置
焊缝两侧的入射面宽度分别为 3 mm 和 5 mm , 而 表 1 对比试样电火花刻槽尺寸 mm
最小的超声 检 测 横 波 探 头 尺 寸 至 少 为 10 mm , 故 刻槽编号 槽长 槽深 槽宽
无法采用超声检测横波探头对该电子束焊缝进行 1 4.23 1.06 0.13
检测。 2 4.08 0.59 0.12
通过分析发现该工件结构中宽为 5mm 的入射 3 3.85 0.22 0.11
面紧 挨 着 的 凸 台 宽 度 为 2 mm , 凸 台 比 入 射 面 高 4 3.95 0.39 0.12
1.5mm , 凸台虽然限制了超声横波探头的使用, 但 5 4.03 0.53 0.12
凸台可以辅助有机玻璃斜楔块形成反射面, 将无用 6 4.02 0.77 0.13
7
0
2022 年 第 44 卷 第 7 期
无损检测