
Page 120 - 无损检测2022年第四期
P. 120
朱 镇,等:
核电站蒸汽发生器用 690 镍基合金传热管制造过程中的涡流检测
1.5 mm 。 一 般 采 用 的 频 率 为 630 , 320 , 160 , ( 2 ) 1 个直径为2.8mm 的外壁平底孔, 深度为
35kHz , 分别对应差分和绝对共 8 个通道。 壁厚的 60% 。
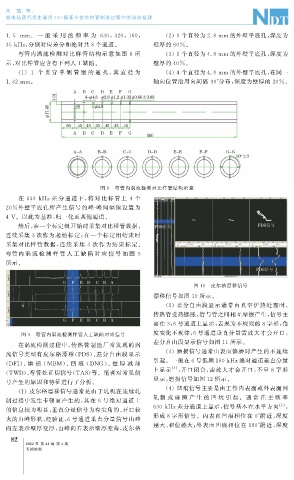
弯管内涡流检测对比样管结构示意如图 8 所 ( 3 ) 1 个直径为4.8mm 的外壁平底孔, 深度为
示, 对比样管应含有下列人工缺陷。 壁厚的 40% 。
( 1 ) 1 个 贯 穿 单 侧 管 壁 的 通 孔, 其 直 径 为 ( 4 ) 4 个直径为4.8mm 的外壁平底孔, 在同一
1.32mm 。 轴向位置沿周向间隔 90° 分布, 深度为壁厚的 20% 。
图 8 弯管内涡流检测对比样管结构示意
在 630kHz 差 分 通 道 下, 将 对 比 样 管 上 4 个
20% 外壁平底孔所产生信号的峰 - 峰间幅值设置为
4V 。以此为基准, 归一化至其他通道。
然后, 在一个标定组开始时采集对比样管数据,
连续采集 3 次作为起始标定; 在一个标定组结束时
采集对比样管数据, 连续采集 3 次作为结束标定。
弯管内 涡 流 检 测 样 管 人 工 缺 陷 对 应 信 号 如 图 9
所示。
图 10 皮尔格漂移信号
漂移信号如图 10 所示。
( 2 )差分自由段显示通常由真空炉热处理时,
传热管受热膨胀, 管与管之间相互摩擦产生, 信号主
要在 3 , 6 号通道上显示, 表现为不规则的 8 字形, 角
图 9 弯管内涡流检测样管人工缺陷对应信号 度变化不规律, 6 号通道垂直分量需放大才会开口,
差分自由段显示信号如图 11 所示。
在涡流检测过程中, 传热管制造厂常发现的涡
( 3 )磨损信号通常由表面修磨时产生的不连续
流信号类型有皮尔格漂移( PDS )、 差分自由段显示
引起。一般在6 号低频160kHz绝对通道垂直分量
( DFI )、 磨 损 ( MBM )、 凹 痕 ( DNG )、 壁 厚 减 薄
上显示 [ 4 ] , 开口闭合, 需放大才会开口, 不呈 8 字形
( TWD )、 弯管处正切信号( TAS ) 等。笔者对常见信
显示, 磨损信号如图 12 所示。
号产生的原因和特征进行了分析。
( 4 )凹痕信号主要是由工件内表面或外表面因
( 1 )皮尔格漂移信号通常是由于轧机在连续轧
轧 制 或 碰 撞 产 生 的 凹 坑 引 起。 通 常 在 主 频 率
制过程中发生卡顿而产生的, 其在 6 号绝对通道上
630kHz差分通道上显示, 信号基本在水平方向 [ 5 ] ,
的信息较为明显, 垂直分量信号为有尖角的、 开口较
形成 8 字形信号。内表面凹痕相位在 0° 附近, 深度
大的山峰形状, 经验证, 6 号通道垂直分量信号山峰
越大, 相位越大; 外表面凹痕相位在 180° 附近, 深度
向左表示壁厚变厚, 山峰向右表示壁厚变薄, 皮尔格
2
8
2022 年 第 44 卷 第 4 期
无损检测