
Page 97 - 无损检测2022年第一期
P. 97
陈 亮:
基于 DNVGL-ST-F101 规范的海底管线碳钢 U 型坡口焊缝的 TOFD 和 PAUT 检测
缺陷及焊缝内部的层间未熔合、 密集气孔等体积型 PAUT 能够有效发现 TOFD 检测上下表面盲区内
缺陷, 检测结果与金相检验结果一致, 高度测定平均 的缺陷。对 不 同 位 置、 不 同 类 型 焊 接 缺 陷 的 检 测
偏差为0.1mm , 最大偏差为0.9mm ; 深度测定平均 验证表明, TOFD 和 PAUT 检 测 工 艺 能 有 效 检 测
偏差为0.05mm , 最大偏差为1.8mm 。根部区域高 出各个位 置 的 缺 陷, 尺 寸 测 量 结 果 与 金 相 检 验 结
度平均偏差为0.2mm , 最大偏差为0.9mm , 最小偏 果具有较 高 的 一 致 性, 高 度 测 量 结 果 与 实 际 尺 寸
差为 0.1mm ; 热焊区域缺陷的高度平均偏差为 0 , 最大偏 差 为 0.9 mm , 深度测量结果与实际尺寸最
最大偏差为0.9mm , 最小偏差为0.1mm , 深度偏差 大偏差为 1.8mm , 满足标准对检测精度的要求, 同
最大为 1.8 mm ; 填充区域缺陷的高度平均偏差为 时可为 U 型坡口焊缝 TOFD 和 PAUT 检测技术的
-0.6mm , 最大为 -0.8mm , 最小为 0 , 深度偏差最 应用提供可靠的参考。
大为 1.8mm ; 盖 面 区 域 缺 陷 的 高 度 平 均 偏 差 为 相比于分区法自动超声检测技术, 基于便携式
0.15mm , 最大偏差为 0.9mm , 最小偏差为 0.1mm , 相控阵设备开发的 TOFD 和 PAUT 检测工艺的检
深度偏差最大为 1.8mm 。 测精度及 可 靠 性 可 达 到 DNVGL-ST-F101 标 准 的
通过对缺陷高度及深度测定的误差分析, 可知 要求。
TOFD 和 PAUT 的检测结果与缺陷实际尺寸具有
参考文献:
良好 的 一 致 性, 检 测 精 度 能 够 达 到 DNVGL-ST-
F101 标准的要求。 [ 1 ] 陈亮, 吴员, 张天江 . 相控阵超声扇形扫描技术在海底
管道焊缝 检 测 中 的 应 用 [ J ] . 无 损 检 测, 2020 , 42 ( 9 ):
3 结语
25-27.
[ 2 ] 吴员, 陈亮, 张俊杰, 等 . 海底管道无损检测技术评定的
对于碳 钢 材 料 U 型 坡 口 焊 缝, TOFD 检 测 能
破坏性试验[ J ] . 无损检测, 2019 , 41 ( 11 ): 34-35.
够有 效 发 现 焊 缝 内 部 坡 口 面 及 焊 缝 中 心 缺 陷,
( 上接第 52 页)
对铸件中气孔和疏松类的缺陷有很高的检出率, 对裂
纹类缺陷的检出率则受到透照角度的影响。为保证
产品的质量, 对铸件内外表面可能存在的开口型细小
缺陷宜再补充渗透检测。如对于法兰、 焊端等机加工
部位, 在机加工后宜再补充渗透检测和超声检测。
4 结语
经试验验证, 严格按照文章提出的射线检测工
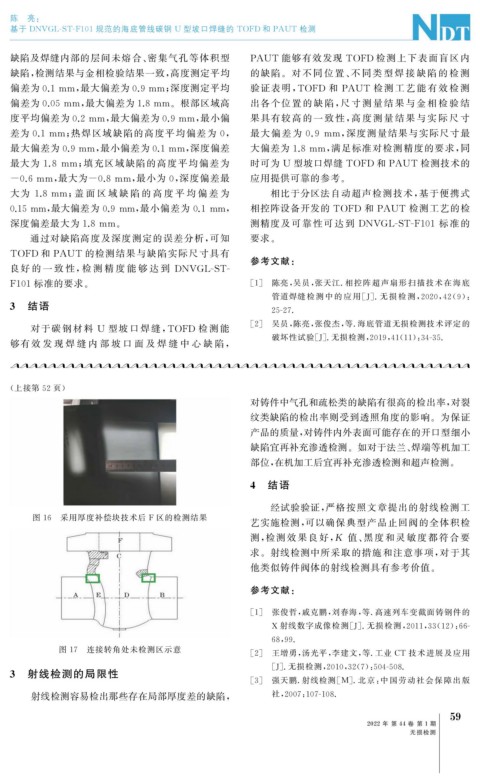
图 16 采用厚度补偿块技术后 F 区的检测结果
艺实施检测, 可以确保典型产品止回阀的全体积检
测, 检 测 效 果 良 好, K 值、 黑 度 和 灵 敏 度 都 符 合 要
求。射线检测中所采取的措施和注意事项, 对于其
他类似铸件阀体的射线检测具有参考价值。
参考文献:
[ 1 ] 张俊哲, 戚克鹏, 刘春海, 等 . 高速列车变截面铸钢件的
X 射线数字成像检测[ J ] . 无损检测, 2011 , 33 ( 12 ): 66-
68 , 99.
图 17 连接转角处未检测区示意 [ 2 ] 王增勇, 汤光平, 李建文, 等 . 工业 CT 技术进展及应用
[ J ] . 无损检测, 2010 , 32 ( 7 ): 504-508.
3 射线检测的局限性
[ 3 ] 强天鹏 . 射线检测[ M ] . 北京: 中国劳动 社 会 保 障 出 版
射线检测容易检出那些存在局部厚度差的缺陷, 社, 2007 : 107-108.
9
5
2022 年 第 44 卷 第 1 期
无损检测