
Page 96 - 无损检测2022年第一期
P. 96
陈 亮:
基于 DNVGL-ST-F101 规范的海底管线碳钢 U 型坡口焊缝的 TOFD 和 PAUT 检测
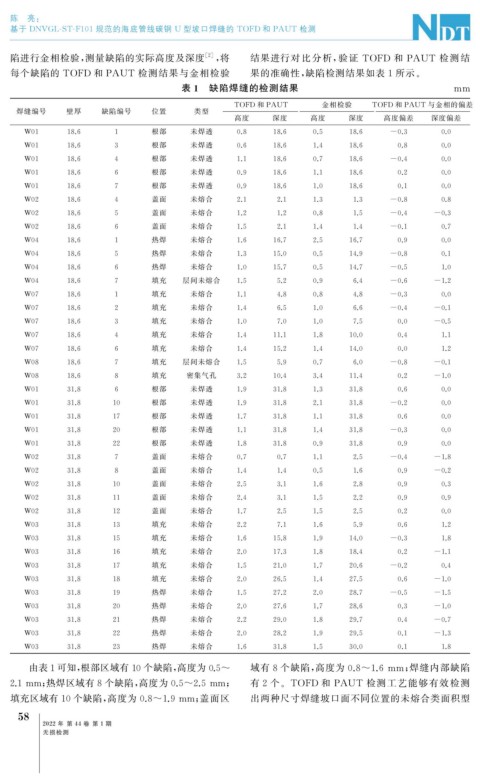
陷进行金相检验, 测量缺陷的实际高度及深度 [ 2 ] , 将 结果进行对比分析, 验证 TOFD 和 PAUT 检测结
每个缺陷的 TOFD 和 PAUT 检测结果与金相检验 果的准确性, 缺陷检测结果如表 1 所示。
表 1 缺陷焊缝的检测结果 mm
金相检验 TOFD 和 PAUT 与金相的偏差
TOFD 和 PAUT
焊缝编号 壁厚 缺陷编号 位置 类型
高度 深度 高度 深度 高度偏差 深度偏差
根部 未焊透
W01 18.6 1 0.8 18.6 0.5 18.6 -0.3 0.0
W01 18.6 3 根部 未焊透 0.6 18.6 1.4 18.6 0.8 0.0
W01 18.6 4 根部 未焊透 1.1 18.6 0.7 18.6 -0.4 0.0
W01 18.6 6 根部 未焊透 0.9 18.6 1.1 18.6 0.2 0.0
W01 18.6 7 根部 未焊透 0.9 18.6 1.0 18.6 0.1 0.0
W02 18.6 4 盖面 未熔合 2.1 2.1 1.3 1.3 -0.8 0.8
盖面 未熔合
W02 18.6 5 1.2 1.2 0.8 1.5 -0.4 -0.3
W02 18.6 6 盖面 未熔合 1.5 2.1 1.4 1.4 -0.1 0.7
W04 18.6 1 热焊 未熔合 1.6 16.7 2.5 16.7 0.9 0.0
W04 18.6 5 热焊 未熔合 1.3 15.0 0.5 14.9 -0.8 0.1
W04 18.6 6 热焊 未熔合 1.0 15.7 0.5 14.7 -0.5 1.0
W04 18.6 7 填充 层间未熔合 1.5 5.2 0.9 6.4 -0.6 -1.2
填充 未熔合
W07 18.6 1 1.1 4.8 0.8 4.8 -0.3 0.0
W07 18.6 2 填充 未熔合 1.4 6.5 1.0 6.6 -0.4 -0.1
W07 18.6 3 填充 未熔合 1.0 7.0 1.0 7.5 0.0 -0.5
W07 18.6 4 填充 未熔合 1.4 11.1 1.8 10.0 0.4 1.1
W07 18.6 6 填充 未熔合 1.4 15.2 1.4 14.0 0.0 1.2
填充 层间未熔合
W08 18.6 7 1.5 5.9 0.7 6.0 -0.8 -0.1
W08 18.6 8 填充 密集气孔 3.2 10.4 3.4 11.4 0.2 -1.0
W01 31.8 6 根部 未焊透 1.9 31.8 1.3 31.8 0.6 0.0
W01 31.8 10 根部 未焊透 1.9 31.8 2.1 31.8 -0.2 0.0
W01 31.8 17 根部 未焊透 1.7 31.8 1.1 31.8 0.6 0.0
W01 31.8 20 根部 未焊透 1.1 31.8 1.4 31.8 -0.3 0.0
根部 未焊透
W01 31.8 22 1.8 31.8 0.9 31.8 0.9 0.0
W02 31.8 7 盖面 未熔合 0.7 0.7 1.1 2.5 -0.4 -1.8
W02 31.8 8 盖面 未熔合 1.4 1.4 0.5 1.6 0.9 -0.2
W02 31.8 10 盖面 未熔合 2.5 3.1 1.6 2.8 0.9 0.3
W02 31.8 11 盖面 未熔合 2.4 3.1 1.5 2.2 0.9 0.9
W02 31.8 12 盖面 未熔合 1.7 2.5 1.5 2.5 0.2 0.0
填充 未熔合
W03 31.8 13 2.2 7.1 1.6 5.9 0.6 1.2
W03 31.8 15 填充 未熔合 1.6 15.8 1.9 14.0 -0.3 1.8
W03 31.8 16 填充 未熔合 2.0 17.3 1.8 18.4 0.2 -1.1
W03 31.8 17 填充 未熔合 1.5 21.0 1.7 20.6 -0.2 0.4
W03 31.8 18 填充 未熔合 2.0 26.5 1.4 27.5 0.6 -1.0
W03 31.8 19 热焊 未熔合 1.5 27.2 2.0 28.7 -0.5 -1.5
热焊 未熔合
W03 31.8 20 2.0 27.6 1.7 28.6 0.3 -1.0
W03 31.8 21 热焊 未熔合 2.2 29.0 1.8 29.7 0.4 -0.7
W03 31.8 22 热焊 未熔合 2.0 28.2 1.9 29.5 0.1 -1.3
W03 31.8 23 热焊 未熔合 1.6 31.8 1.5 30.0 0.1 1.8
由表1可知, 根部区域有10个缺陷, 高度为0.5~ 域有 8 个缺陷, 高度为 0.8~1.6mm ; 焊缝内部缺陷
2.1mm ; 热焊区域有8个缺陷, 高度为0.5~2.5mm ; 有2 个。 TOFD 和 PAUT 检测工艺能够有效检测
填充区域有10个缺陷, 高度为 0.8~1.9mm ; 盖面区 出两种尺寸焊缝坡口面不同位置的未熔合类面积型
8
5
2022 年 第 44 卷 第 1 期
无损检测