
Page 75 - 无损检测2022年第一期
P. 75
黄文大, 等:
大口径厚壁奥氏体不锈钢管道焊接接头的 3D 全聚焦相控阵超声检测
的渗透检测结果如图 9 所示。
图 9 管道 1 返修打磨后表面的渗透检测结果 图 12 管道 3 缺陷的 3D 全聚焦相控阵超声检测成像
( 2 )管道2 材料为 TP347 , 规格为 ϕ 711mm×
58.73mm , 缺陷类型为未熔合, 缺陷深度为49.6mm ,
缺陷的 3D 全聚焦相控阵超声检测成像如图 10 所
示, 返修打磨后表面的渗透检测结果如图 11 所示。
图 13 管道 3 返修打磨后的缺陷照片
4 结语
由盲 区 测 试 结 果 可 知, 检 测 奥 氏 体 不 锈 钢 焊
接接头时, 3D 全聚焦相控阵超声检测法的表面盲
图 10 管道 2 缺陷的 3D 全聚焦相控阵超声检测成像 区较常规 PAUT 的小, 可检出距离上 表面 5 mm ,
直径为 2mm 的横孔, 辅以爬波探头进行检测, 可
检出距离 上 表 面 1mm 的 刻 槽。对 大 型 炼 油 石 化
管道的检测结果表明, 3D 全聚焦相控阵超声检测
技术( 使用双晶纵波斜入射探头) 可有效检测奥氏
体不锈钢焊缝。
参考文献:
[ 1 ] 郑晖, 林树青 . 超声检测[ M ] . 北京: 中国劳动社会保障
图 11 管道 2 返修打磨后表面的渗透检测结果
出版社, 2008.
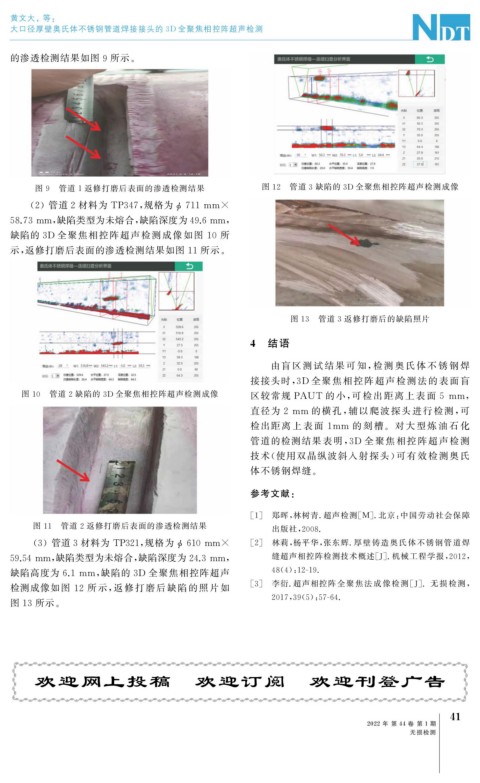
( 3 )管道3材料为 TP321 , 规格为 [ 2 ] 林莉, 杨平华, 张东辉 . 厚壁铸造奥氏体不锈钢管道焊
ϕ 610mm×
缝超声相控阵检测技术概述[ J ] . 机械工程学报, 2012 ,
59.54mm , 缺陷类型为未熔合, 缺陷深度为24.3mm ,
缺陷高度为 6.1mm , 缺陷的 3D 全聚焦相控阵超声 48 ( 4 ): 12-19.
检测成像如图 12 所示, 返修打磨后缺陷的 照片如 [ 3 ] 李衍 . 超声相控阵 全 聚 焦 法 成 像 检 测[ J ] .无 损 检 测,
2017 , 39 ( 5 ): 57-64.
图 13 所示。
欢迎网上投稿 欢迎订阅 欢迎刊登广告
1
4
2022 年 第 44 卷 第 1 期
无损检测