
Page 79 - 无损检测2021年第五期
P. 79
胡海涛, 等:
堆内构件上部导向筒焊缝的超声检测
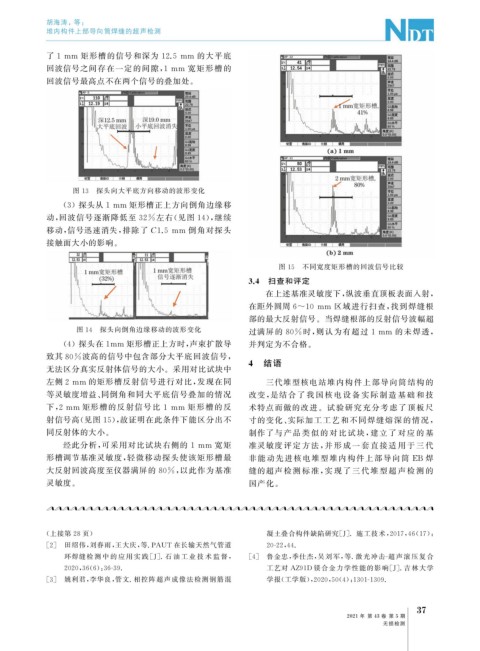
了 1mm 矩形槽的信号和深为 12.5 mm 的大平底
回波信号之间存在一定的间隙, 1mm 宽矩形槽的
回波信号最高点不在两个信号的叠加处。
图 13 探头向大平底方向移动的波形变化
( 3 )探头从 1mm 矩形槽正上方向倒角边缘移
动, 回波信号逐渐降低至 32% 左右( 见图 14 ), 继续
移动, 信号迅速消失, 排除了 C1.5 mm 倒角对探头
接触面大小的影响。
图 15 不同宽度矩形槽的回波信号比较
3.4 扫查和评定
在上述基准灵敏度下, 纵波垂直顶板表面入射,
在距外圆周 6~10 mm 区域进行扫查, 找到焊缝根
部的最大反射信号。当焊缝根部的反射信号波幅超
图 14 探头向倒角边缘移动的波形变化 过满屏的 80% 时, 则认为有超过 1mm 的未焊透,
( 4 )探头在 1mm 矩形槽正上方时, 声束扩散导 并判定为不合格。
致其 80% 波高的信号中包含部分大平底回波信号,
4 结语
无法区分真实反射体信号的大小。采用对比试块中
左侧 2mm 的矩形槽反射信号进行对比, 发现在同 三代堆型核电站堆内构件上部导向筒结构的
等灵敏度增益、 同倒角和同大平底信号叠加的情况 改变, 是结 合 了 我 国 核 电 设 备 实 际 制 造 基 础 和 技
下, 2mm 矩形槽的反射信号比 1 mm 矩形槽的反 术特点而做的改进。试验研究充分考虑了顶板尺
射信号高( 见图 15 ), 故证明在此条件下能区分出不 寸的变化、 实际加工工艺和不同焊缝熔深的情况,
同反射体的大小。 制作了与 产 品 类 似 的 对 比 试 块, 建 立 了 对 应 的 基
经此分析, 可采用对比试块右侧的 1mm 宽矩 准灵敏度 评 定 方 法, 并 形 成 一 套 直 接 适 用 于 三 代
形槽调节基准灵敏度, 轻微移动探头使该矩形槽最 非能动先进核电堆型堆内构件上部导向筒 EB 焊
大反射回波高度至仪器满屏的 80% , 以此作为基准 缝的超声 检 测 标 准, 实 现 了 三 代 堆 型 超 声 检 测 的
灵敏度。 国产化。
( 上接第 28 页) 凝土叠合构件缺陷研究[ J ] .施工技术, 2017 , 46 ( 17 ):
[ 2 ] 田绍伟, 刘春雨, 王大庆, 等 .PAUT 在长输天然气管道 20-22 , 44.
环焊缝 检 测 中 的 应 用 实 践 [ J ] . 石 油 工 业 技 术 监 督, [ 4 ] 鲁金忠, 季仕杰, 吴 刘 军, 等 . 激 光 冲 击 - 超 声 滚 压 复 合
工艺对 AZ91D 镁合金力学性能的影响[ J ] . 吉 林 大 学
2020 , 36 ( 6 ): 36-39.
[ 3 ] 姚利君, 李华良, 管文 . 相控阵超声成像法检测钢筋混 学报( 工学版), 2020 , 50 ( 4 ): 1301-1309.
7
3
2021 年 第 43 卷 第 5 期
无损检测