
Page 69 - 无损检测2021年第五期
P. 69
胡联伟, 等:
基于 CIVA 仿真的核电主蒸汽管道对接焊缝的超声成像复合检测
1.3 超声成像复合工艺仿真 真工艺研究, 得到的复合检测工艺参数如表 4 所示
通过分别对 PAUT 与 TOFD 检测技术进行仿 ( 表中斜向扫查角度为 45° )。
图 6 TOFD 非平行扫查与斜向非平行扫查仿真结果
表 4 超声复合成像检测工艺参数
TOFD 工艺参数
检测厚度范围 / 探头中心 探头频率 / 探头晶片直径 / 楔块角度 / 探头数量 /
扫查方式
mm 间距 / mm MHz mm ( ° ) 对
3~11 70 7.5 2.5 73 1 非平行
11~45 112 4.5 6 63 2 非平行及斜向扫查
PAUT 工艺参数
探头频率 / 探头晶片 楔块角度 / 激发孔径 / 探头前端至焊 角度范围 /
检测波型 扫查方式
数量 / 个 ( ° ) ( ° )
MHz mm 缝中心距离 / mm
横波 单面双侧
5 32 55 16 80 38~72
采用该组合方式, 各种类型的缺陷均可有效检
出, 并且面积型缺陷检出效果良好, 证明了其是一种
良好的组合检测方式。
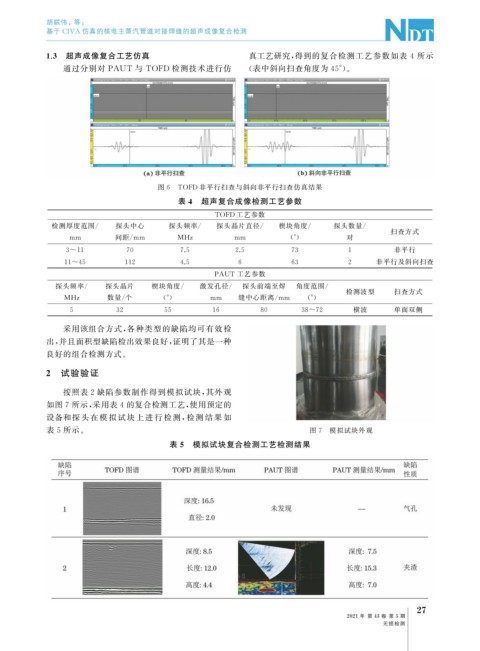
2 试验验证
按照表 2 缺陷参数制作得到模拟试块, 其外观
如图 7 所示, 采用表 4 的复合检测工艺, 使用预定的
设备和探 头 在 模 拟 试 块 上 进 行 检 测, 检 测 结 果 如
表 5 所示。 图 7 模拟试块外观
表 5 模拟试块复合检测工艺检测结果
7
2
2021 年 第 43 卷 第 5 期
无损检测