
Page 67 - 无损检测2021年第五期
P. 67
胡联伟, 等:
基于 CIVA 仿真的核电主蒸汽管道对接焊缝的超声成像复合检测
中的覆盖范围, 确定初步仿真工艺参数( 见表 1 ), 在
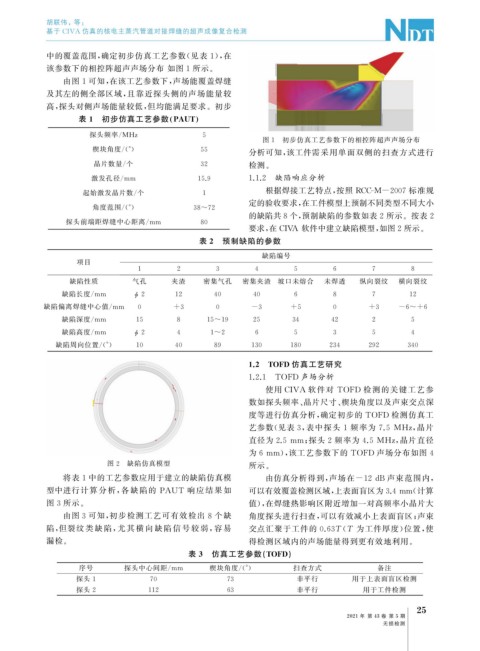
该参数下的相控阵超声声场分布 如图 1 所示。
由图 1 可知, 在该工艺参数下, 声场能覆盖焊缝
及其左的侧全部区域, 且靠近探头侧的声场能量较
高, 探头对侧声场能量较低, 但均能满足要求。初步
表 1 初步仿真工艺参数 PAUT
探头频率 / MHz 5
图 1 初步仿真工艺参数下的相控阵超声声场分布
楔块角度 /( ° ) 55 分析可知, 该工件需采用单面双侧的扫查方式进行
晶片数量 / 个 32 检测。
激发孔径 / mm 15.9 1.1.2 缺陷响应分析
起始激发晶片数 / 个 1 根据焊接工艺特点, 按照 RCC-M-2007 标准规
定的验收要求, 在工件模型上预制不同类型不同大小
角度范围 /( ° ) 38~72
的缺陷共8个, 预制缺陷的参数如表 2 所示。按表 2
探头前端距焊缝中心距离 / mm 80
要求, 在 CIVA 软件中建立缺陷模型, 如图2所示。
表 2 预制缺陷的参数
缺陷编号
项目
1 2 3 4 5 6 7 8
缺陷性质 气孔 夹渣 密集气孔 密集夹渣 坡口未熔合 未焊透 纵向裂纹 横向裂纹
缺陷长度 / mm ϕ 2 12 40 40 6 8 7 12
缺陷偏离焊缝中心值 / mm 0 +3 0 -3 +5 0 +3 -6~+6
缺陷深度 / mm 15 8 15~19 25 34 42 2 5
缺陷高度 / mm ϕ 2 4 1~2 6 5 3 5 4
缺陷周向位置 /( ° ) 10 40 89 130 180 234 292 340
1.2 TOFD 仿真工艺研究
1.2.1 TOFD 声场分析
使用 CIVA 软件对 TOFD 检测的关键工艺参
数如探头频率、 晶片尺寸、 楔块角度以及声束交点深
度等进行仿真分析, 确定初步的 TOFD 检测仿真工
艺参数( 见表 3 , 表中探头 1 频率为 7.5 MHz , 晶片
直径为 2.5mm ; 探头 2 频率为 4.5 MHz , 晶片直径
为 6mm ), 该工艺参数下的 TOFD 声场分布如图 4
图 2 缺陷仿真模型
所示。
将表 1 中的工艺参数应用于建立的缺陷仿真模 由仿真分析得到, 声场在 -12dB 声束范围内,
型中进行 计 算 分 析, 各 缺 陷 的 PAUT 响 应 结 果 如 可以有效覆盖检测区域, 上表面盲区为3.4mm ( 计算
图 3 所示。 值), 在焊缝热影响区附近增加一对高频率小晶片大
由图 3 可知, 初步检测工艺可有效检出 8 个缺 角度探头进行扫查, 可以有效减小上表面盲区; 声束
陷, 但裂纹 类 缺 陷, 尤 其 横 向 缺 陷 信 号 较 弱, 容 易 交点汇聚于工件的 0.63 T ( T 为工件厚度) 位置, 使
漏检。 得检测区域内的声场能量得到更有效地利用。
表 3 仿真工艺参数( TOFD )
序号 探头中心间距 / mm 楔块角度 /( ° ) 扫查方式 备注
探头 1 70 73 非平行 用于上表面盲区检测
非平行 用于工件检测
探头 2 112 63
5
2
2021 年 第 43 卷 第 5 期
无损检测