
Page 127 - 无损检测2021年第四期
P. 127
郭伟玲, 等:
工业 CT 成像技术在再制造典型缺陷研究中的应用与展望
POLOZOV 等 [ 41 ] 通过选区激光熔覆法制备了钛合 油污、 加工工艺技术问题及操作不当等因素产生以
金化合物, 并利用工业 CT 技术检测其内部孔隙的 夹杂、 分层为主的各种缺陷, 因此工业 CT 成像技术
尺寸与分布, 从而研究了合金的致密性。结果表明, 对控制和提高复合材料制品的质量, 改善生产工艺
合金内部孔隙尺寸为 32 μ m , 孔隙率只有 0.7% , 制 有指导意义。赵付宝等 [ 50 ] 利用工业 CT 成像技术
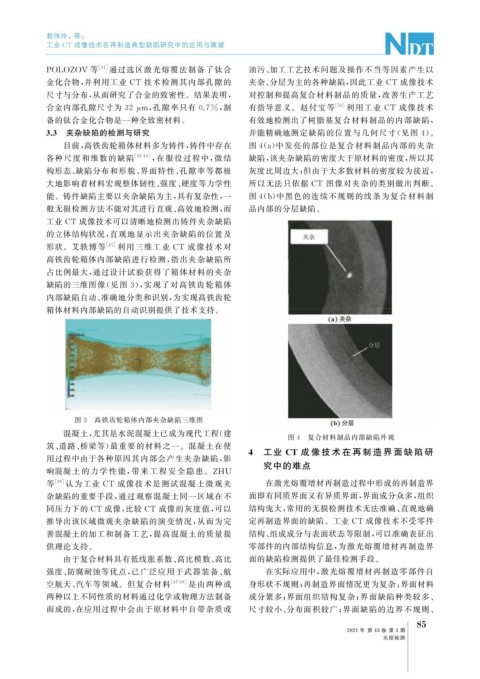
备的钛合金化合物是一种全致密材料。 有效地检测出了树脂基复合材料制品的内部缺陷,
3.3 夹杂缺陷的检测与研究 并能精确地测定缺陷的位置与几何尺寸( 见图 4 )。
目前, 高铁齿轮箱体材料多为铸件, 铸件中存在 图 4 ( a ) 中发亮的部位是复合材料制品内部的夹杂
各种尺度和维数的缺陷 [ 42-44 ] , 在服役过程中, 微结 缺陷, 该夹杂缺陷的密度大于原材料的密度, 所以其
构形态、 缺陷分布和形貌、 界面特性、 孔隙率等都极 灰度比周边大; 但由于大多数材料的密度较为接近,
大地影响着材料宏观整体韧性、 强度、 硬度等力学性 所以无法只依据 CT 图像对夹杂的类别做出判断。
能。铸件缺陷主要以夹杂缺陷为主, 具有复杂性, 一 图 4 ( b ) 中黑色的连续不规则的线条为复合材料制
般无损检测方法不能对其进行直观、 高效地检测, 而 品内部的分层缺陷。
工业 CT 成像技术可以清晰地检测出铸件夹杂缺陷
的立体结构状况, 直观地显示出夹杂缺陷的位置及
形状。艾轶博等 [ 45 ] 利用三维工业 CT 成像 技术对
高铁齿轮箱体内部缺陷进行检测, 指出夹杂缺陷所
占比例最大, 通过设计试验获得了箱体材料的夹杂
缺陷的三维图像( 见图 3 ), 实现了对高铁齿轮箱体
内部缺陷自动、 准确地分类和识别, 为实现高铁齿轮
箱体材料内部缺陷的自动识别提供了技术支持。
图 3 高铁齿轮箱体内部夹杂缺陷三维图
混凝土, 尤其是水泥混凝土已成为现代工程( 建
图 4 复合材料制品内部缺陷外观
筑、 道路、 桥梁等) 最重要的材料之一。混凝土在使
4 工业 CT 成像技术在再制造界面缺陷研
用过程中由于各种原因其内部会产生夹杂缺陷, 影
究中的难点
响混凝 土 的 力 学 性 能, 带 来 工 程 安 全 隐 患。 ZHU
等 [ 46 ] 认为工业 CT 成像技术是测试混凝土微观夹 在激光熔覆增材再制造过程中形成的再制造界
杂缺陷的重要手段, 通过观察混凝土同一区域在不 面即有同质界面又有异质界面, 界面成分众多, 组织
同压力下的 CT 成像, 比较 CT 成像的灰度值, 可以 结构庞大, 常用的无损检测技术无法准确、 直观地确
推导出该区域微观夹杂缺陷的演变情况, 从而为完 定再制造界面的缺陷。工业 CT 成像技术不受零件
善混凝土的加工和制备工艺, 提高混凝土的质量提 结构、 组成成分与表面状态等限制, 可以准确表征出
供理论支持。 零部件的内部结构信息, 为激光熔覆增材再制造界
由于复合材料具有低线胀系数、 高比模数、 高比 面的缺陷检测提供了最佳检测手段。
强度、 防腐耐蚀等优点, 已广泛应用于武器装备、 航 在实际应用中, 激光熔覆增材再制造零部件自
空航天、 汽车等领域。但复合材料 [ 47-49 ] 是由两种或 身形状不规则; 再制造界面情况更为复杂: 界面材料
两种以上不同性质的材料通过化学或物理方法制备 成分繁多; 界面组织结构复杂; 界面缺陷种类较多、
而成的, 在应用过程中会由于原材料中自带杂质或 尺寸较小、 分布面积较广; 界面缺陷的边界不规则、
5
8
2021 年 第 43 卷 第 4 期
无损检测