
Page 147 - 无损检测2021年第三期
P. 147
院企风采
协议传 到上位机中,两种位置数据结合就得到了检
测 点的实际位置。同时,通过运动控制 的外触发
能,对 JPR-600C 进行外触发,实现超声数据与位置
数据 配一致。
在得到 RGB( 原 模式) 像 ,先将其进
行 度处理得到 度 ,然 利用 Otsu 算法对 度 进
行 化处理得到 。 利用自研的 像处理算法对
缺陷 像进行识别、标注、 影面积计算、缺陷类别 别等,
利用 OPEN CASCADE 像处理 对扫 像进行
维 示。 机 手空 合超声检测系统 维模型如
16 所示, 机 手空 超声检测蜂窝结构 如 17 所示。 18 机 超声检测系统组成
16 机 手空 合超声检测系统 维模型
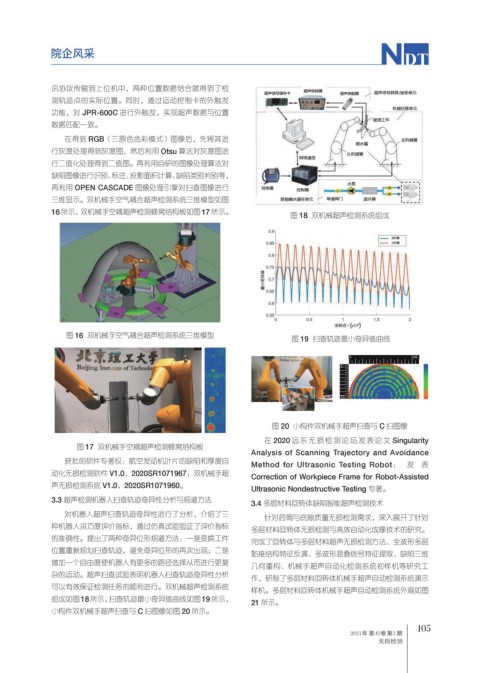
19 扫 最 线
20 构件 机 手超声扫 与 C 扫 像
在 2020 无损检测 发表 文 Singularity
17 机 手空 超声检测蜂窝结构
Analysis of Scanning Trajectory and Avoidance
获批的 件专 航空发动机叶片的缺陷和厚度自
Method for Ultrasonic Testing Robot; 发 表
动化无损检测 件 V1.0,2020SR1071967; 机 手超 Correction of Workpiece Frame for Robot-Assisted
声无损检测系统 V1.0,2020SR1071960。
Ultrasonic Nondestructive Testing 专 。
3.3 超声检测机 人扫 性分 与规 方法
3.4 多层材料 体缺陷 能超声检测技术
对机 人超声扫 性进行了分 , 了
对 与底 质量无损检测需求,深入展开了 对
种机 人灵 度评价 标,通过仿真试验验证了评价 标 多层材料 体无损检测与高效自动化成像技术的研究。
的准确性。提出了两种 位形规 方法 一是变 工件
完成了 体与多层材料超声无损检测方法、全波形多层
位置重新规划扫 , 位形的 次出现; 是 接结构特 反 、多波形 叠信号特 提 、缺陷 维
增加一个自由度使机 人有更多的 选 从而进行更复
重构、机 手超声自动化检测系统初样机等研究工
杂的运动。超声扫 试验表 机 人扫 性分 作,研制了多层材料 体机 手超声自动检测系统 示
可以有效保证检测任务的顺利进行。 机 超声检测系统
样机。多层材料 体机 手超声自动检测系统外观如
组成如 18 所示,扫 最 线如 19 所示,
21 所示。
构件 机 手超声扫 与 C 扫 像如 20 所示。
105
2021年 第43卷 第3 期
无损检测
无损检测