
Page 138 - 无损检测2021年第三期
P. 138
李 衍:
全矩阵捕获和全聚焦法检测标准化新动态
2018 年 6 月 10 日曾以国际焊接学会IIW 名义发布 表 5 双全法检测程序评定内容
的两标准是IIW Ⅴ-1842-18 《 超声双全法检测一般 变量分类 序号 名称
用法》 及 IIW Ⅴ-1843-18 《 焊缝超声双全法自 动 检 1 被检焊缝结构, 包括厚度、 材料、 产品形式
测》 便是该草案的前身。我国是ISO 和IIW 两国际 2 施探面( 外面或内面, 单侧或两侧)
机构的主要成员国, 对双全法这两份国际标准草案 3 方法( 直探, 斜探, 接触法, 水浸法)
发表了重要的意见。 4 校验( 试块, 方法)
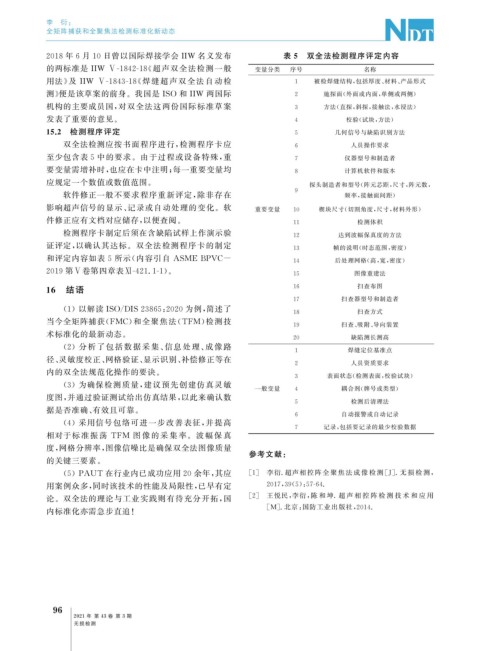
15.2 检测程序评定 5 几何信号与缺陷识别方法
双全法检测应按书面程序进行, 检测程序卡应 6 人员操作要求
至少包含表 5 中的要求。由于过程或设备特殊, 重 7 仪器型号和制造者
要变量需增补时, 也应在卡中注明; 每一重要变量均 8 计算机软件和版本
应规定一个数值或数值范围。
探头制造者和型号( 阵元芯距, 尺寸, 阵元数,
软件修正一般不要求程序重新评定, 除非存在 9 频率, 接触面间距)
影响超声信号的显示、 记录或自动处理的变化。软 重要变量 10 楔块尺寸( 切割角度, 尺寸, 材料外形)
件修正应有文档对应储存, 以便查阅。 11 检测体积
检测程序卡制定后须在含缺陷试样上作演示验
12 达到波幅保真度的方法
证评定, 以确认其达标。双全法检测程序卡的制定
13 帧的说明( 时态范围, 密度)
和评定内容如表 5 所示( 内容引自 ASMEBPVC-
14 后处理网格( 高, 宽, 密度)
2019 第 Ⅴ 卷第四章表 Ⅺ-421.1-1 )。 15 图像重建法
16 结语 16 扫查布图
17 扫查器型号和制造者
( 1 )以解读ISO / DIS23865 : 2020 为例, 简述了 18 扫查方式
当今全矩阵捕获( FMC ) 和全聚焦法( TFM ) 检测技
19 扫查、 吸附、 导向装置
术标准化的最新动态。
20 缺陷测长测高
( 2 )分 析 了 包 括 数 据 采 集、 信 息 处 理、 成 像 路
1 焊缝定位基准点
径、 灵敏度校正、 网格验证、 显示识别、 补偿修正等在
2 人员资质要求
内的双全法规范化操作的要诀。
3 表面状态( 检测表面, 校验试块)
( 3 )为确保检测质量, 建议预先创建仿真灵敏
一般变量 4 耦合剂( 牌号或类型)
度图, 并通过验证测试给出仿真结果, 以此来确认数
5 检测后清理法
据是否准确、 有效且可靠。
6 自动报警或自动记录
( 4 )采用信号包络可进一步改善表征, 并提高
7 记录, 包括要记录的最少校验数据
相对于标 准 振 荡 TFM 图 像 的 采 集 率。波 幅 保 真
度, 网格分辨率, 图像信噪比是确保双全法图像质量
参考文献:
的关键三要素。
( 5 ) PAUT 在行业内已成功应用 20 余年, 其应 [ 1 ] 李衍 . 超声相 控 阵 全 聚 焦 法 成 像 检 测 [ J ] . 无 损 检 测,
用案例众多, 同时该技术的性能及局限性, 已早有定 2017 , 39 ( 5 ): 57-64.
论。双全法的理论与工业实践则有待充分开拓, 国 [ 2 ] 王悦民, 李衍, 陈 和 坤 . 超 声 相 控 阵 检 测 技 术 和 应 用
[ M ] . 北京: 国防工业出版社, 2014.
内标准化亦需急步直追!
9
6
2021 年 第 43 卷 第 3 期
无损检测