
Page 127 - 无损检测2021年第二期
P. 127
任 通:
ASME 电站锅炉项目中相控阵超声演示试块的准备及规程演示
现场应根据待检钢印焊口的规格, 编制相应的
扫查计划, 然后在符合条件的试块上进行演示。相
控阵演示过程应重点注意扫查时中心偏置距离的改
变。依据标准, 扫查计划改变时还需要进行重新演
示。项目现场一般可用 1 块演示试块覆盖多种规格
的焊口。根据预先制作的扫查计划进行检测, 不能
完全检出演示试块上的缺陷时, 必须调整扫查计划,
或者根据待检焊口规格重新加工演示试块, 直到能
检出全部缺陷。
相控阵 演 示 结 束 后, 出 具 演 示 报 告。 根 据 标
准要求, 对拒收缺陷的信号进行定性检测, 记录其
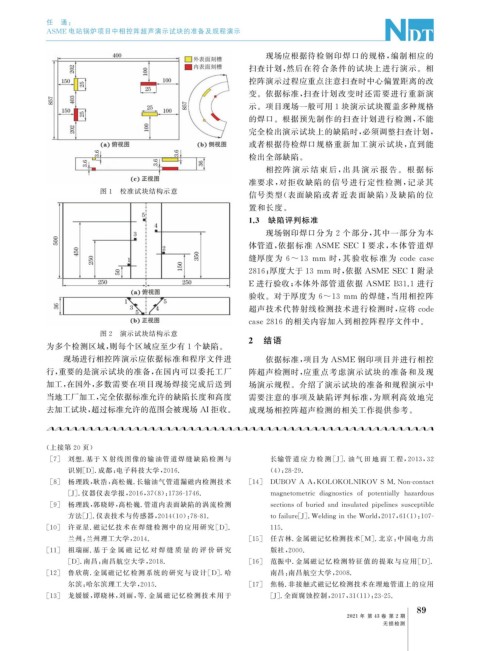
图 1 校准试块结构示意
信号类型( 表面缺陷或者近表面缺陷) 及缺陷的位
置和长度。
1.3 缺陷评判标准
现场钢印焊口分为 2 个部分, 其中一部分为本
体管道, 依据标准 ASMESECI要求, 本体管道焊
缝厚度 为 6~13 mm 时, 其 验 收 标 准 为 codecase
2816 ; 厚度大于 13mm 时, 依据 ASMESECI 附录
E 进行验收; 本体外部管道依据 ASMEB31.1 进行
验收。对于厚度为 6~13 mm 的焊缝, 当用相控阵
超声技术代替射线检测技术进行检测时, 应将 code
case2816 的相关内容加入到相控阵程序文件中。
图 2 演示试块结构示意
2 结语
为多个检测区域, 则每个区域应至少有 1 个缺陷。
现场进行相控阵演示应依据标准和程序文件进 依据标准, 项目为 ASME 钢印项目并进行相控
行, 重要的是演示试块的准备, 在国内可以委托工厂 阵超声检测时, 应重点考虑演示试块的准备和及现
加工, 在国外, 多数需要在项目现场焊接完成后送到 场演示规程。介绍了演示试块的准备和规程演示中
当地工厂加工, 完全依据标准允许的缺陷长度和高度 需要注意的事项及缺陷评判标准, 为顺利高效地完
去加工试块, 超过标准允许的范围会被现场 AI拒收。 成现场相控阵超声检测的相关工作提供参考。
( 上接第 20 页)
[ 7 ] 刘想 . 基于 X 射 线 图 像 的 输 油 管 道 焊 缝 缺 陷 检 测 与 长输管 道 应 力 检 测 [ J ] . 油 气 田 地 面 工 程, 2013 , 32
识别[ D ] . 成都: 电子科技大学, 2016. ( 4 ): 28-29.
[ 8 ] 杨理践, 耿浩, 高松巍 . 长输油气管道漏磁内检测技术 [ 14 ] DUBOV A A , KOLOKOLNIKOVS M.Non-contact
[ J ] . 仪器仪表学报, 2016 , 37 ( 8 ): 1736-1746. ma g netometricdia g nostics of p otentiall y hazardous
[ 9 ] 杨理践, 郭晓婷, 高松巍 . 管道内表面缺陷的涡流检测 sectionsofburiedandinsulatedp i p elinessusce p tible
方法[ J ] . 仪表技术与传感器, 2014 ( 10 ): 78-81. tofailure [ J ] .Weldin g intheWorld , 2017 , 61 ( 1 ): 107-
[ 10 ] 许亚星 . 磁记忆技 术 在 焊 缝 检 测 中 的 应 用 研 究 [ D ] . 115.
兰州: 兰州理工大学, 2014. [ 15 ] 任吉林 . 金属磁记忆检测技术[ M ] . 北京: 中国电力出
[ 11 ] 祖瑞丽 . 基 于 金 属 磁 记 忆 对 焊 缝 质 量 的 评 价 研 究 版社, 2000.
[ D ] . 南昌: 南昌航空大学, 2018. [ 16 ] 范振中 . 金属磁记 忆 检 测 特 征 值 的 提 取 与 应 用 [ D ] .
[ 12 ] 鲁欣萌 . 金属磁记 忆 检 测 系 统 的 研 究 与 设 计 [ D ] . 哈 南昌: 南昌航空大学, 2008.
[ 17 ] 焦杨 . 非接触式磁记忆检测技术在埋地管道上的应用
尔滨: 哈尔滨理工大学, 2015.
[ 13 ] 龙媛媛, 谭晓林, 刘丽, 等 . 金属磁记忆检测技 术 用 于 [ J ] . 全面腐蚀控制, 2017 , 31 ( 11 ): 23-25.
9
8
2021 年 第 43 卷 第 2 期
无损检测