
Page 126 - 无损检测2021年第二期
P. 126
任 通:
ASME 电站锅炉项目中相控阵超声演示试块的准备及规程演示
表 2 ASMEB31.1 表 136.4 承载焊缝或受压部件焊缝最低限度强制性无损检测要求
管道设计工况和无损检测方法
焊缝类型 温度为 350°F ( 175 ℃ ) ~750°F ( 400 ℃ ); 其他工况
温度大于 750°F ( 400 ℃ ); 压力不限
压力大于 7100kPa
尺寸大于 DN50 时采用 RT 或 UT , 尺寸大于 DN50 , 壁厚大于 19 mm 时采用 RT 或
对接焊缝( 纵向及环向)
不大于 DN50 时采用 MT 或 PT UT , 壁厚不大于19mm 的所有尺寸焊缝采用 VT
尺寸大于 DN100 , 支管壁厚大于 19 mm 时采用
对任何尺寸和壁
尺寸大于 DN100 时采用 RT 或 UT , RT 或 UT , 尺 寸 不 大 于 DN100 , 支 管 壁 厚 大 于
焊接的支管接头 厚 的 管 道 均 采
19mm 时 采 用 MT 或 PT , 对 于 壁 厚 不 大 于
不大于 DN100 时采用 MT 或 PT
用 VT
19mm 的所有尺寸支管采用 VT
角焊 缝、 承 插 焊 缝、 附 件
对于任何尺寸和壁厚, 采用 MT 或 PT 对于所有尺寸和壁厚采用 VT
焊缝和密封焊缝
表 3 ASMESECI ( PW-11 ) 中体积检测的受压部件对接接头最低限度强制性无损检测要求
受到炉膛的辐射热 未受到炉膛的辐射热
对接焊缝型式
介质为蒸汽和( 或) 水 介质为水 介质为蒸汽
纵向焊缝 RT RT RT
锅筒( 壳) 筒体的 尺寸大于 DN250或壁厚大 尺寸大于 DN250或壁厚大 尺寸大于 DN250或壁厚大
环向焊缝 于 29mm 时采用 RT 于 29mm 时采用 RT 于 29mm 时采用 RT
管子, 管道和集箱 尺寸大于 DN100 或壁厚大 尺寸大于 DN250 或壁厚大 尺寸大于 DN400 或壁厚大
的环向焊缝 于 13mm 时采用 RT 于 29mm 时采用 RT 于 41mm 时采用 RT
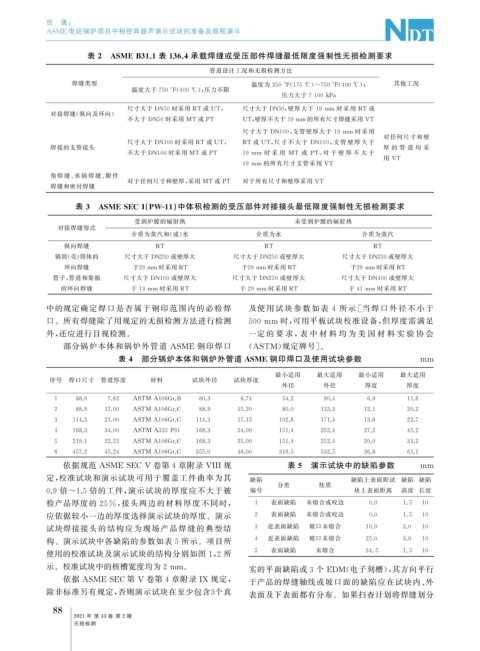
中的规定确定焊口是否属于钢印范围内的 必检焊 及使 用 试 块 参 数 如 表 4 所 示 [ 当 焊 口 外 径 不 小 于
口。所有焊缝除了用规定的无损检测方法进行检测 500mm 时, 可用平板试块校准设备, 但厚度需满足
外, 还应进行目视检测。 一定 的 要 求, 表 中 材 料 均 为 美 国 材 料 实 验 协 会
部分锅炉本体和锅炉外管道 ASME 钢印焊口 ( ASTM ) 规定牌号]。
表 4 部分锅炉本体和锅炉外管道 ASME 钢印焊口及使用试块参数 mm
最小适用 最大适用 最小适用 最大适用
序号 焊口尺寸 管道厚度 材料 试块外径 试块厚度
外径 外径 厚度 厚度
1 88.9 7.62 ASTM A106Gr.B 60.3 8.74 54.2 90.4 6.9 11.6
2 88.9 17.00 ASTM A106Gr.C 88.9 15.20 80.0 133.3 12.1 20.2
3 114.3 21.00 ASTM A106Gr.C 114.3 17.12 102.8 171.4 13.6 22.7
4 168.3 34.00 ASTM A335P91 168.3 34.00 151.4 252.4 27.2 45.2
5 219.1 22.23 ASTM A106Gr.C 168.3 25.00 151.4 252.4 20.0 33.2
6 457.2 45.24 ASTM A106Gr.C 355.0 46.00 319.5 532.5 36.8 61.1
依据规范 ASMESECV 卷第4 章附录 VIII规 表 5 演示试块中的缺陷参数 mm
定, 校准试块和演示试块可用于覆盖工件曲率为其 缺陷 缺陷上表面距试 缺陷 缺陷
分类 性质
0.9 倍 ~1.5 倍的工件, 演示试块的厚度应不大于被 编号 块上表面距离 高度 长度
检产品厚度的 25% , 接头两边的材料厚度不同时, 1 表面缺陷 未熔合或咬边 0.0 1.5 10
应依据较小一边的厚度选择演示试块的厚度。演示 2 表面缺陷 未熔合或咬边 0.0 1.5 10
试块焊接接头的结构应为现场产品焊缝的 典型结 3 近表面缺陷 坡口未熔合 10.0 3.0 10
构。演示试块中各缺陷的参数如表 5 所示。项目所 4 近表面缺陷 坡口未熔合 25.0 3.0 10
使用的校准试块及演示试块的结构分别如图 1 , 2 所 5 表面缺陷 未熔合 34.5 1.5 10
示。校准试块中的核槽宽度均为2mm 。 实的平面缺陷或 3 个 EDM ( 电子刻槽), 其方向平行
依据 ASMESEC 第 V 卷第 4 章附录IX 规定, 于产品的焊缝轴线或坡口面的缺陷应在试块内、 外
除非标准另有规定, 否则演示试块在至少包含 3 个真 表面及下表面都有分布。如果扫查计划将焊缝划分
8
8
2021 年 第 43 卷 第 2 期
无损检测