
Page 42 - 无损检测2021年第一期
P. 42
闫 彧:
异种金属扩散焊接接头的超声检测
件铜材料组装后, 在两侧施加一定的预紧力载荷, 然 焦类型为点聚焦, 探头频率为 10 MHz , 晶片尺寸为
后浸入盐浴炉中焊接, 再进行机械加工。零件经加 6mm , 焦距为 20mm 。
工后的结构如图 1 所示。零件直径为 20mm , 总高 超声波垂直于铜合金面入射, 铜合金为铸造铜
度为 12mm , 铜合金厚度为 1.8mm , 实施超声检测 合金, 主要成分为 Cu , Sn , Pb , 密度为 8.9g cm -3 ,
·
-1
时, 使超声波垂直于铸造锡青铜面入射。 纵波声速大约为 4250m · s 。超声检测主要参数
如表 1 所示。
表 1 超声检测主要参数
试验参数 数值 试验参数 数值
耦合剂 水 扫查速度 /( mm · s ) 50
-1
检波方式 无检波 增益 / dB 27
-1 扫查方式 矩形扫查
声速 /( m · s ) 4250
扫查厚度 / mm 15 x 向扫查间距 / mm 0.25
水距 / mm 22.5 y 向扫查间距 / mm 0.25
图 1 加工后零件结构示意
3 检测试样
2 检测设备及检测参数
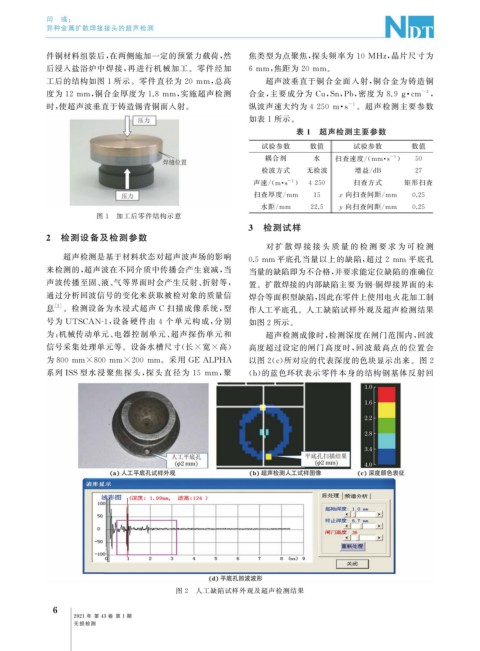
对 扩 散 焊 接 接 头 质 量 的 检 测 要 求 为 可 检 测
超声检测是基于材料状态对超声波声场的影响 0.5mm 平底孔当量以上的缺陷, 超过 2mm 平底孔
来检测的, 超声波在不同介质中传播会产生衰减, 当 当量的缺陷即为不合格, 并要求能定位缺陷的准确位
声波传播至固、 液、 气等界面时会产生反射、 折射等, 置。扩散焊接的内部缺陷主要为钢 - 铜焊接界面的未
通过分析回波信号的变化来获取被检对象的质量信 焊合等面积型缺陷, 因此在零件上使用电火花加工制
息 [ 2 ] 。检测设备为水浸式超声 C 扫描成像系统, 型 作人工平底孔。人工缺陷试样外观及超声检测结果
号为 UTSCAN-1 , 设备硬件由 4 个单元构成, 分别 如图2所示。
为: 机械传动单元、 电器控制单元、 超声探伤单元和 超声检测成像时, 检测深度在闸门范围内, 回波
信号采集处理单元等。设备水槽尺寸( 长 × 宽 × 高) 高度超过设定的闸门高度时, 回波最高点的位置会
为800mm×800mm×200mm 。采用 GEALPHA 以图 2 ( c ) 所对应的代表深度的色块显示出来。图 2
系列ISS 型水浸聚焦探头, 探头直径为 15 mm , 聚 ( b ) 的蓝色环状表示零件本身的结构钢基体反射回
图 2 人工缺陷试样外观及超声检测结果
6
2021 年 第 43 卷 第 1 期
无损检测