
Page 81 - 2023中国无损检测年度报告
P. 81
2023 ࠛ௨ចय़ˮڥQGWખ˘ᛸˡԾࡰᤠቅ ࠛ௨ចय़ˮڥQGWખ˘ᛸˡԾࡰᤠቅ 2023
⚥㕂偽䰀唬崵䎃䏞䫣デ ⚥㕂偽䰀唬崵䎃䏞䫣デ
阵列涡流检测装备的适配性研究,提升阵列涡流 满足一定的技术指标,会造成冷却程度不同,热
探头多通道检测信号的一致性,实现缺陷高精度 量分布不均,影响反应堆的安全运行。采用涡流
检测,同时为阵列涡流定量检测打下基础。 技术对燃料组件间隙的高度进行测量,为燃料组
该研究的工作重点为 TMR 阵列探头信号处 件的生产及安全使用提供技术支持。
理模块以及探头与涡流检测装备适配的转换模块 此项研究基于涡流信号自动分析识别技术实
开发。信号处理模块由多路复用电路、差分电路、 现水隙的全自动测量、自动分区,自动生成测量
滤波放大电路三个子模块组成。多路复用电路设 报告。针对燃料组件水隙的高精度自动化测量要
计充分考虑了 64 个传感器硬件通道和阵列涡流 求,基于视觉图像技术实现燃料组件水隙的精准
仪 16 个硬件通道的适配性、差分电路和滤波放 定位,并实现检测过程的流程化作业。基于信号
大电路设计充分考虑了涡流微弱信号的检测以及 滤波、平滑处理的涡流噪声抑制技术,最大限度
信噪比的提升。探头与涡流检测的转换模块以阵 减少检测系统的电磁噪声干扰。形成了一套全自
列涡流检测装备的接口定义为基础,实现了涡流 动水隙检测系统,实现测量过程的自动标定、自
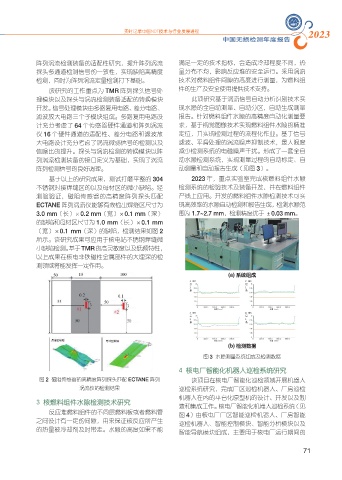
阵列检测信号的良好调理。 动测量和自动报告生成(见图 3)。
基于以上的研究成果,测试打磨平整的 304 2023 年,重点实验室完成核燃料组件水隙
不锈钢对接焊缝区的以及母材区的微小缺陷。经 检测系统的检验技术及装备开发,并在燃料组件
测验验证,磁阻传感器的高精度阵列探头匹配 产线上应用。开发的燃料组件水隙检测技术可实
ECTANE 阵列涡流仪能够有效检出焊缝区尺寸为 现高效率的水隙自动检测和报告生成,检测水隙范
3.0 mm(长)×0.2 mm(宽)×0.1 mm(深) 围为 1.7~2.7 mm,检测精度优于 ±0.03 mm。
的缺陷和母材区尺寸为 1.0 mm(长)×0.1 mm
(宽)×0.1 mm(深)的缺陷,检测结果如图 2
所示。该研究成果可应用于核电站不锈钢焊缝微
小缺陷检测。基于TMR的高灵敏度以及低频特性,
以上成果在核电非铁磁性金属部件的大埋深的检
测领域将能发挥一定作用。
(a) 系统组成
(b) 检测数据
图 3 水隙测量系统组成及检测数据
4 核电厂智能化机器人巡检系统研究
图 2 磁阻传感器的高精度阵列探头匹配 ECTANE 阵列 该项目在核电厂智能化巡检领域开展机器人
涡流仪的检测结果 巡检系统研究,完成厂区巡检机器人、厂房巡检
机器人在内的平台化原型机的设计、开发以及制
3 核燃料组件水隙检测技术研究
造和集成工作。核电厂智能化机器人巡检系统(见
反应堆燃料组件的不同层燃料板或者燃料管
图 4)由核电厂厂区智能巡检机器人、厂房智能
之间设计有一定的间隙,用来保证核反应所产生 巡检机器人、智能控制模块、智能分析模块以及
的热量被冷却剂及时带走。水隙的高度如果不能
智能导航模块组成,主要用于核电厂运行期间的
71