
Page 80 - 无损检测2024年第八期
P. 80
周 飞,等:
基于 RetinaNet 算法的输电线路耐张线夹压接缺陷图像检测方法
表1 耐张线夹制备材料及相应参数 表3 耐张线夹压接缺陷设置
制备材料 项目 参数 缺陷类型 缺陷参数 缺陷程度
低碳钢Q235A - 0
内径/mm 12 轴线偏差 钢管同轴/% 5
外径/mm 20 10
钢锚材料 材料密度/(kg · m ) 7 850 100
-3
材料弹性模量/GPa 206 80
材料泊松比 0.3 压接不紧密 凹凸槽压槽数量占比/% 60
屈服极限/MPa 235 40
工业纯铝 - 20
内径/mm 36 -0.2
外径/mm 60 -0.1
铝管材料
杨氏模量/GPa 70 对边距超标 铝管对边距/mm 0
泊松比 0.31 +0.1
材料密度/kg/m 3 2 700 +0.2
-3
钢芯材料密度/(kg · m ) 7 850 100
直径/mm 3.02 90
外径/mm 9.06 压接长度偏差 钢芯压接长度占比/% 80
截面积/mm 7.16 70
钢芯铝绞线 杨氏模量/GPa 206 60
泊松比 0.28
-3
铝绞线材料密度/(kg · m ) 2 700
杨氏模量/GPa 60
泊松比 0.31
表2 耐张线夹的主要压接参数
项目 参数
导线型号 LGJ-240/40
钢锚压接工序/次 3
外铝管压接工序/次 7
导线切割长度/mm 140
线夹压接缺陷检测试验。
2.2 压接缺陷图像检测
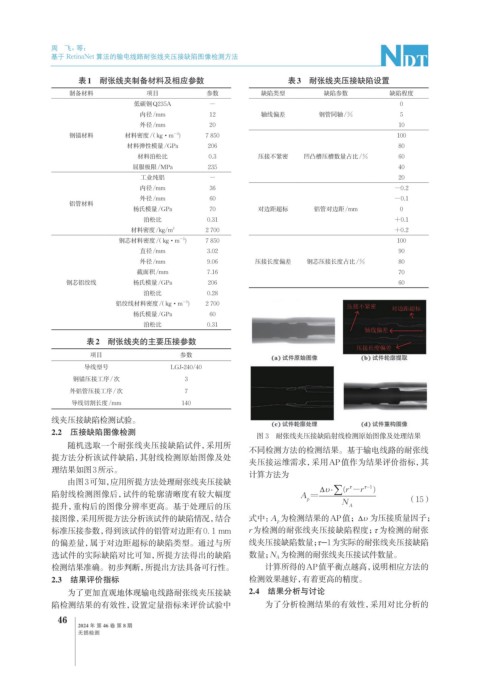
图 3 耐张线夹压接缺陷射线检测原始图像及处理结果
随机选取一个耐张线夹压接缺陷试件,采用所
不同检测方法的检测结果。基于输电线路的耐张线
提方法分析该试件缺陷,其射线检测原始图像及处
夹压接运维需求,采用AP值作为结果评价指标,其
理结果如图3所示。
计算方法为
由图3可知,应用所提方法处理耐张线夹压接缺 τ τ −
r
υ
陷射线检测图像后,试件的轮廓清晰度有较大幅度 A p = ∆⋅ ∑ (-r 1 ) (15)
提升,重构后的图像分辨率更高。基于处理后的压 N A
接图像,采用所提方法分析该试件的缺陷情况,结合 式中:A 为检测结果的AP值; υ∆ 为压接质量因子;
p
标准压接参数,得到该试件的铝管对边距有0. 1 mm r为检测的耐张线夹压接缺陷程度; τ 为检测的耐张
的偏差量,属于对边距超标的缺陷类型。通过与所 线夹压接缺陷数量; τ-1为实际的耐张线夹压接缺陷
选试件的实际缺陷对比可知,所提方法得出的缺陷 数量; N A 为检测的耐张线夹压接试件数量。
检测结果准确。初步判断,所提出方法具备可行性。 计算所得的AP值平衡点越高,说明相应方法的
2.3 结果评价指标 检测效果越好,有着更高的精度。
为了更加直观地体现输电线路耐张线夹压接缺 2.4 结果分析与讨论
陷检测结果的有效性,设置定量指标来评价试验中 为了分析检测结果的有效性,采用对比分析的
46
2024 年 第 46 卷 第 8 期
无损检测