
Page 132 - 无损检测2024年第五期
P. 132
院企风采
式,但是厚板铣削存在去材量大,加工效率低的 波能量消减和均化管道焊接产生的残余应力。金
问题。因此,提出采用折弯成形的方法进行曲面 属薄壁管类构件焊接应力调控工装如图 3 所示。
结构制造,节约资源的同时大大提高加工效率。
材料折弯过程中难免出现大范围的机加残余应力
集中区域,这将成为导致构件变形的主要诱因,
将直接导致整体构件制造完整性遭到破坏。因此,
就需要对其进行构件残余应力的超声无损检测以
及应用高能声束进行应力调控,保持构件内残余
应力幅度低而分布均匀的状态。低应力冲压试验
现场如图 2 所示,低应力冲压模式下,构件变形 图 3 金属薄壁管类构件焊接应力调控工装设计
更明显且应力下降达到 90%,均化率优化接近 1.4 超声应力检测现场示范应用
50%。
超高强钢壳体作为火箭弹燃烧室外壳,也是
火箭弹的主体结构部分,其直线度极大地影响火
箭弹的发射精度。在实际生产过程中,壳体经第
一次旋压后,在进行后续真空退火过程中存在开
裂现象,严重影响其成品率;在焊接后热处理过
程中,退火淬火时,壳体存在弯曲变形等现象,
严重影响壳体的直线度;同时,在机加工成品后,
壳体在存放时,也存在缓慢弯曲、直线度降低的
问题。为了找到产生上述问题的原因,解决问题,
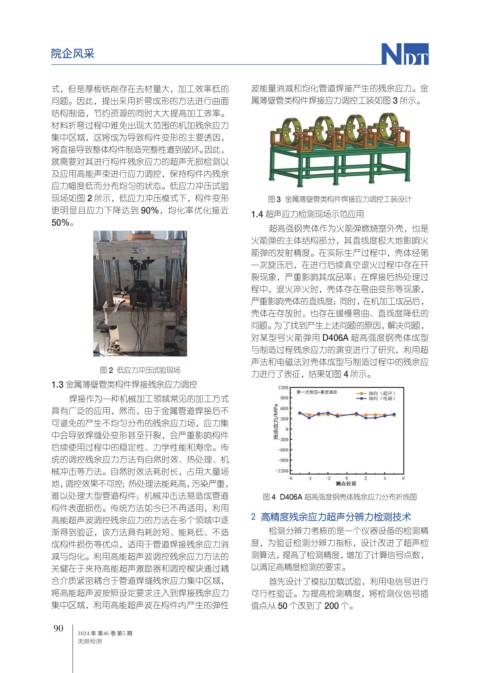
对某型号火箭弹用 D406A 超高强度钢壳体成型
与制造过程残余应力的演变进行了研究,利用超
声法和电磁法对壳体成型与制造过程中的残余应
图 2 低应力冲压试验现场
力进行了表征,结果如图 4 所示。
1.3 金属薄壁管类构件焊接残余应力调控
焊接作为一种机械加工领域常见的加工方式
具有广泛的应用,然而,由于金属管道焊接后不
可避免的产生不均匀分布的残余应力场,应力集
中会导致焊缝处变形甚至开裂,会严重影响构件
后续使用过程中的稳定性、力学性能和寿命。传
统的调控残余应力方法有自然时效、热处理、机
械冲击等方法。自然时效法耗时长,占用大量场
地,调控效果不可控;热处理法能耗高,污染严重,
难以处理大型管道构件;机械冲击法易造成管道 图 4 D406A 超高强度钢壳体残余应力分布折线图
构件表面损伤。传统方法如今已不再适用,利用
高能超声波调控残余应力的方法在多个领域中逐 2 高精度残余应力超声分辨力检测技术
渐得到验证,该方法具有耗时短、能耗低、不造 检测分辨力考核的是一个仪器设备的检测精
成构件损伤等优点,适用于管道焊接残余应力消 度,为验证检测分辨力指标,设计改进了超声检
减与均化。利用高能超声波调控残余应力方法的 测算法,提高了检测精度,增加了计算信号点数,
关键在于夹持高能超声激励器和调控楔块通过耦 以满足高精度检测的要求。
合介质紧密耦合于管道焊缝残余应力集中区域, 首先设计了模拟加载试验,利用电信号进行
将高能超声波按照设定要求注入到焊接残余应力 可行性验证。为提高检测精度,将检测仪信号插
集中区域,利用高能超声波在构件内产生的弹性 值点从 50 个改到了 200 个。
90
2024 年 第46 卷 第5 期
无损检测