
Page 77 - 无损检测2024年第四期
P. 77
张恒熙,等:
444 铁磁性不锈钢焊管缺陷的识别与分类
铁磁性金属检测方法的直接外延拓展, 对原理的认 信号输出至调理电路进行放大滤波处理后由采集卡
识还不够清晰, 甚至存在长期缺陷量化评价失真的 转换为数字信号, 最后采用涡流检测软件对采集到
情况 [ 3-4 ] 。不同材料的铁磁性不锈钢磁饱和参数不 的数据进行分析处理。涡流探头参数如表 1 所示,
同, 磁饱和后的去噪效果也不一致。此外, 传统涡流 激励参数如表 2 所示。
检测通过分析涡流信号阻抗变化来判断焊缝中是否 表 1 涡流探头参数
存在缺陷, 但往往无法判定缺陷的类型 [ 5 ] 。 项目 参数
针对 444 不锈钢焊管涡流检测信号进行研究, 线圈内径 / mm 37
对缺陷信号进行经验模态分解( EMD ), 然后提取有 线圈外径 / mm 38
线圈宽度 / mm 3
效的内涵模态分量( IMF ), 再对IMF 分量的时频域
线圈匝数 / 匝 160
参数进行主成分分析( PCA ) 降维, 最后通过支持向 铜丝直径 / mm 0.1
量机( SVM ) 对各缺陷参数进行学习、 分类与识别,
表 2 试验激励参数
并对该方法的有效性进行了验证。
试验项目 参数
1 试验平台 激励波形 正弦波
激励频率 / kHz 45
涡流检测装置由磁饱和装置、 插入式涡流探头、 激励电压 / V 5
涡流信号发射 / 接收装置、 AC6111 型高速 A / D ( 模 /
数) 采集卡、 计算机等构成, 如图 1 所示。试验材料 2 涡流检测信号采集
为直径为 35mm , 壁厚为 0.8mm 的 444 不锈钢焊
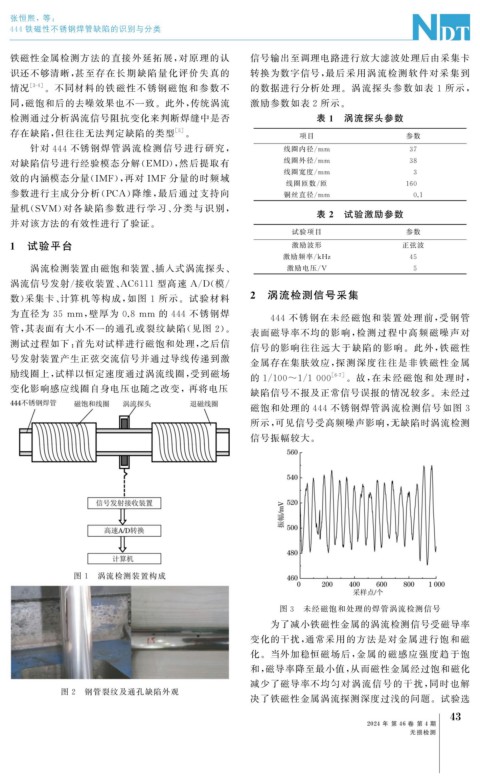
444 不锈钢在未经磁饱和装置处理前, 受钢管
管, 其表面有大小不一的通孔或裂纹缺陷( 见图 2 )。 表面磁导率不均的影响, 检测过程中高频磁噪声对
测试过程如下: 首先对试样进行磁饱和处理, 之后信
信号的影响往往远大于缺陷的影响。此外, 铁磁性
号发射装置产生正弦交流信号并通过导线传递到激 金属存在集肤效应, 探测深度往往是非铁磁性金属
励线圈上, 试样以恒定速度通过涡流线圈, 受到磁场 [ 6-7 ]
的 1 / 100~1 / 1000 。故, 在未经磁饱和处理时,
变化影响感应线圈自身电压也随之改变,再将电压 缺陷信号不报及正常信号误报的情况较多。未经过
磁饱和处理的 444 不锈钢焊管涡流检测信号如图 3
所示, 可见信号受高频噪声影响, 无缺陷时涡流检测
信号振幅较大。
图 1 涡流检测装置构成
图 3 未经磁饱和处理的焊管涡流检测信号
为了减小铁磁性金属的涡流检测信号受磁导率
变化的干扰, 通常采用的方法是对金属进行饱和磁
化。当外加稳恒磁场后, 金属的磁感应强度趋于饱
和, 磁导率降至最小值, 从而磁性金属经过饱和磁化
减少了磁导率不均匀对涡流信号的干扰, 同时也解
图 2 钢管裂纹及通孔缺陷外观
决了铁磁性金属涡流探测深度过浅的问题。试验选
3
4
2024 年 第 46 卷 第 4 期
无损检测