
Page 134 - 无损检测2023年第十期
P. 134
厙宒陙㐒
使用 16 次激发而增加的噪声,同时使检测速度 2.3 横波斜入射检测应用
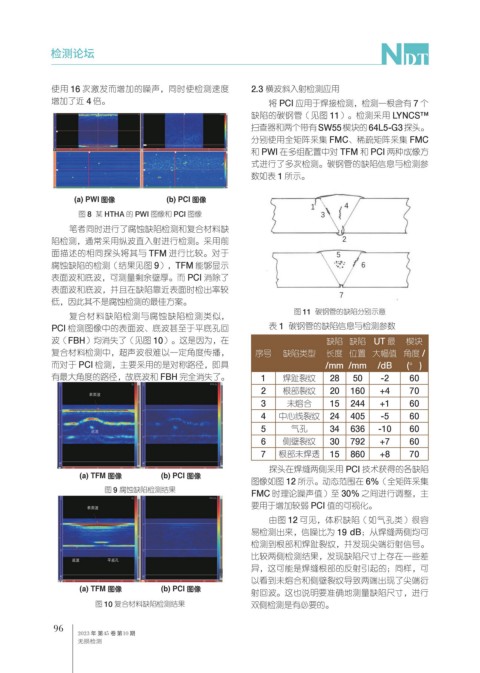
增加了近 4 倍。 将 PCI 应用于焊接检测,检测一根含有 7 个
缺陷的碳钢管(见图 11)。检测采用 LYNCS™
扫查器和两个带有SW55 楔块的64L5-G3 探头。
分别使用全矩阵采集 FMC、稀疏矩阵采集 FMC
和 PWI 在多组配置中对 TFM 和 PCI 两种成像方
式进行了多次检测。碳钢管的缺陷信息与检测参
数如表 1 所示。
(a) PWI 图像 (b) PCI 图像
图 8 某 HTHA 的 PWI 图像和 PCI 图像
笔者同时进行了腐蚀缺陷检测和复合材料缺
陷检测,通常采用纵波直入射进行检测。采用前
面描述的相同探头将其与 TFM 进行比较。对于
腐蚀缺陷的检测(结果见图 9),TFM 能够显示
表面波和底波,可测量剩余壁厚。而 PCI 消除了
表面波和底波,并且在缺陷靠近表面时检出率较
低,因此其不是腐蚀检测的最佳方案。
图 11 碳钢管的缺陷分别示意
复合材料缺陷检测与腐蚀缺陷检测类似,
PCI 检测图像中的表面波、底波甚至于平底孔回 表 1 碳钢管的缺陷信息与检测参数
波(FBH)均消失了(见图 10)。这是因为,在 缺陷 缺陷 UT 最 楔块
复合材料检测中,超声波很难以一定角度传播, 序号 缺陷类型 长度 位置 大幅值 角度 /
而对于 PCI 检测,主要采用的是对称路径,即具 /mm /mm /dB (° )
有最大角度的路径,故底波和 FBH 完全消失了。 1 焊趾裂纹 28 50 -2 60
2 根部裂纹 20 160 +4 70
3 未熔合 15 244 +1 60
4 中心线裂纹 24 405 -5 60
5 气孔 34 636 -10 60
6 侧壁裂纹 30 792 +7 60
7 根部未焊透 15 860 +8 70
探头在焊缝两侧采用 PCI 技术获得的各缺陷
(a) TFM 图像 (b) PCI 图像
图像如图 12 所示。动态范围在 6%(全矩阵采集
图 9 腐蚀缺陷检测结果
FMC 时理论噪声值)至 30% 之间进行调整,主
要用于增加较弱 PCI 值的可视化。
由图 12 可见,体积缺陷(如气孔类)很容
易检测出来,信噪比为 19 dB;从焊缝两侧均可
检测到根部和焊趾裂纹,并发现尖端衍射信号。
比较两侧检测结果,发现缺陷尺寸上存在一些差
异,这可能是焊缝根部的反射引起的;同样,可
以看到未熔合和侧壁裂纹导致两端出现了尖端衍
(a) TFM 图像 (b) PCI 图像
射回波。这也说明要准确地测量缺陷尺寸,进行
图 10 复合材料缺陷检测结果 双侧检测是有必要的。
96
2023 䎃 痦45 ⽷ 痦10 劍
偽䰀唬崵