
Page 90 - 无损检测2023年第九期
P. 90
刘子淇, 等:
交流电磁场检测( ACFM )在薄壁不锈钢焊缝中的应用
采用对直径分别为0.3 , 0.4 , 0.6 , 0.75mm 的气
孔进行检测, 小气孔的检测次数为350次, 大气孔的
检测次数为200次, 结果统计如表1所示。
表1 不同气孔的 POD 仿真结果
气孔直径 / 检测 检出 置信度 /
mm 次数 次数 POD / % 水平 / % P L %
0.30 324 92.6 89.6
350
0.40 328 93.7 91.3
95
0.60 189 94.5 91.8
图7 焊缝表面不同角度裂纹和孔的灵敏度 0.75 200 191 95.5 92.4
2.4 小缺陷的缺陷检出率分析 POD 仿真分析数据表明: 在 95% 置信度下,
由以上分析可知, 对于面积型缺陷, ACFM 较 0.4mm 气孔缺陷检出率不低于 90% ; ACFM 检测
灵敏。为研究 ACFM 检测技术对于小缺陷的检出 技术满足工程应用的需求。
率( POD ), 仿真时每种尺寸气孔缺陷仿真 200 次,
仿真以埋深最大位置缺陷为样本, 模拟了所有存在 3 试验验证
的缺陷类型, 考虑了余高、 提离、 焊瘤等影响因素, 以 3.1 试验装置
尽可能贴合真实工况, 所得到的 POD 数据具备普 在验证试验中, 采用的设备为 LKACFM-X1型
适性, 代表了理论置信度缺陷POD , 仿真结果如图8 交流电磁场检测仪, 检测探头频率设置为 1kHz 。
所示。 由于小径管外径较小, 为保证探头垂直紧贴焊缝, 设
计半包式探头紧贴焊缝, 以实现在焊缝上的平稳扫
查。试验装置及探头如图10所示。
图10 试验装置及探头
图8 小缺陷 POD 仿真结果
3.2 模拟试块
每一次检测可看作一次随机试验, 检测结果只
模拟试块包括自然缺陷试块和小气孔试块。模
有两个: 检出和未检出。
拟试块的设计涵盖了全部典型缺陷, 如裂纹、 未熔
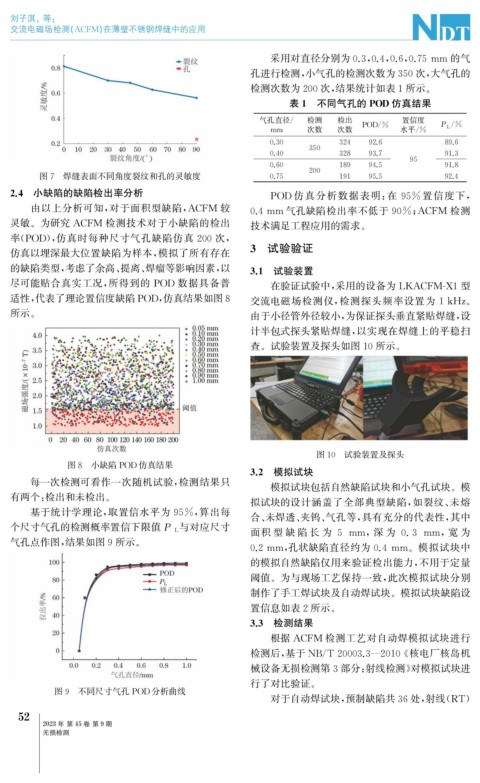
基于统计学理论, 取置信水平为 95% , 算出每
合、 未焊透、 夹钨、 气孔等, 具有充分的代表性, 其中
与对应尺寸
面积 型 缺 陷 长 为 5 mm , 深 为 0.3 mm , 宽 为
个尺寸气孔的检测概率置信下限值 P L
气孔点作图, 结果如图9所示。
0.2mm , 孔状缺陷直径约为 0.4mm 。模拟试块中
的模拟自然缺陷仅用来验证检出能力, 不用于定量
阈值。为与现场工艺保持一致, 此次模拟试块分别
制作了手工焊试块及自动焊试块。模拟试块缺陷设
置信息如表2所示。
3.3 检测结果
根据 ACFM 检测工艺对自动焊模拟试块进行
检测后, 基于 NB / T20003.3 — 2010 《 核电厂核岛机
械设备无损检测第3部分: 射线检测》 对模拟试块进
行了对比验证。
图9 不同尺寸气孔 POD 分析曲线
对于自动焊试块, 预制缺陷共36处, 射线( RT )
5
2
2023年 第45卷 第9期
无损检测