
Page 88 - 无损检测2023年第九期
P. 88
刘子淇, 等:
交流电磁场检测( ACFM )在薄壁不锈钢焊缝中的应用
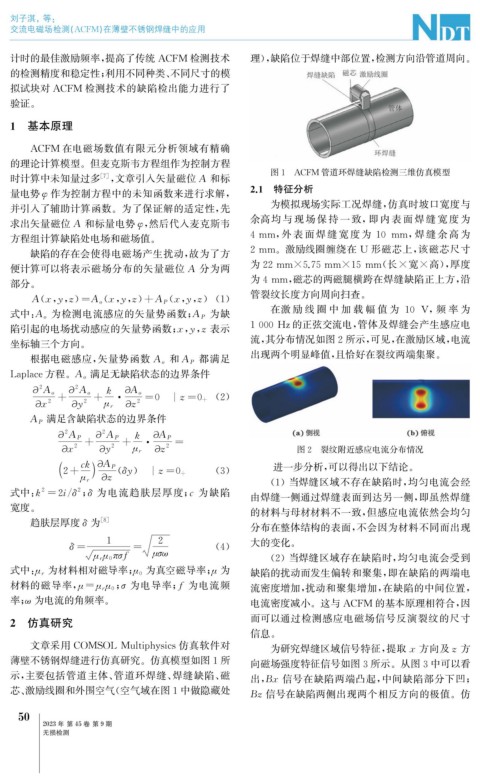
计时的最佳激励频率, 提高了传统 ACFM 检测技术 理), 缺陷位于焊缝中部位置, 检测方向沿管道周向。
的检测精度和稳定性; 利用不同种类、 不同尺寸的模
拟试块对 ACFM 检测技术的缺陷检出能力进行了
验证。
1 基本原理
ACFM 在电磁场数值有限元分析领域有精确
的理论计算模型。但麦克斯韦方程组作为控制方程
图1 ACFM 管道环焊缝缺陷检测三维仿真模型
时计算中未知量过多 [ 7 ] , 文章引入矢量磁位 A 和标
量电势 φ 作为控制方程中的未知函数来进行求解, 2.1 特征分析
并引入了辅助计算函数。为了保证解的适定性, 先 为模拟现场实际工况焊缝, 仿真时坡口宽度与
求出矢量磁位 A 和标量电势 , 然后代入麦克斯韦 余高均 与 现 场 保 持 一 致, 即 内 表 面 焊 缝 宽 度 为
φ
4mm , 外 表 面 焊 缝 宽 度 为 10 mm , 焊 缝 余 高 为
方程组计算缺陷处电场和磁场值。
缺陷的存在会使得电磁场产生扰动, 故为了方 2mm 。激励线圈缠绕在 U 形磁芯上, 该磁芯尺寸
便计算可以将表示磁场分布的矢量磁位 A 分为两 为22mm×5.75mm×15mm ( 长×宽×高), 厚度
为4mm , 磁芯的两磁腿横跨在焊缝缺陷正上方, 沿
部分。
管裂纹长度方向周向扫查。
y
(
A ( x , , z ) A o x , , z ) +A P x , , z ) ( 1 )
(
y
=
y
为缺 在激 励 线 圈 中 加 载 幅 值 为 10 V , 频 率 为
式中: A o 为检测电流感应的矢量势函数; A P
陷引起的电场扰动感应的矢量势函数; x , , z 表示 1000Hz的正弦交流电, 管体及焊缝会产生感应电
y
流, 其分布情况如图2所示, 可见, 在激励区域, 电流
坐标轴三个方向。
都满足 出现两个明显峰值, 且恰好在裂纹两端集聚。
根据电磁感应, 矢量势函数 A o 和 A P
满足无缺陷状态的边界条件
La p lace方程。 A o
2 2
A o A o k A o
2 + 2 + · 2 = 0 | z= 0 + ( 2 )
x y μ r z
满足含缺陷状态的边界条件
A P
2 2
A P A P k A P
2 + 2 + · 2 =
x y μ r z 图2 裂纹附近感应电流分布情况
进一步分析, 可以得出以下结论。
ck A P
( δ y | z= 0 + ( 3 ) ( 1 )当焊缝区域不存在缺陷时, 均匀电流会经
2+
)
μ r z
式中: k =2i / δ ; δ 为电流趋肤层厚度; c 为缺陷
2
2
由焊缝一侧通过焊缝表面到达另一侧, 即虽然焊缝
宽度。
的材料与母材材料不一致, 但感应电流依然会均匀
趋肤层厚度δ 为 [ 8 ]
分布在整体结构的表面, 不会因为材料不同而出现
1 2 大的变化。
δ= = ( 4 )
μ r μ 0 πσ f μ σω ( 2 )当焊缝区域存在缺陷时, 均匀电流会受到
式中: 为材料相对磁导率; 为真空磁导率; 为 缺陷的扰动而发生偏转和聚集, 即在缺陷的两端电
μ
μ r
μ 0
材料的磁导率, = μ r μ 0 σ 为电导率; 为电流频 流密度增加, 扰动和聚集增加, 在缺陷的中间位置,
;
f
μ
率; ω 为电流的角频率。 电流密度减小。这与 ACFM 的基本原理相符合, 因
2 仿真研究 而可以通过检测感应电磁场信号反演裂纹的尺寸
信息。
文章采用 COMSOL Multi p h y sics仿真软件对 为研究焊缝区域信号特征, 提取x 方向及 z 方
薄壁不锈钢焊缝进行仿真研究。仿真模型如图1所 向磁场强度特征信号如图3所示。从图3中可以看
示, 主要包括管道主体、 管道环焊缝、 焊缝缺陷、 磁 出, Bx 信号在缺陷两端凸起, 中间缺陷部分下凹;
芯、 激励线圈和外围空气( 空气域在图1中做隐藏处 Bz 信号在缺陷两侧出现两个相反方向的极值。仿
0
5
2023年 第45卷 第9期
无损检测