
Page 71 - 无损检测2023年第二期
P. 71
纪象民, 等:
基于本征图像分解的焊缝提取算法
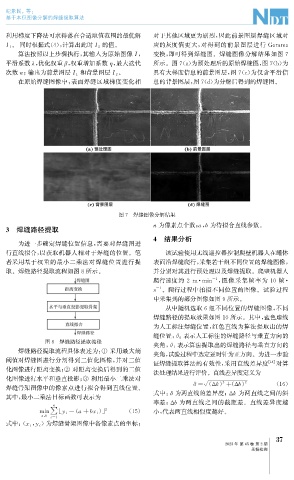
利用梯度下降法可求得落在合适取值范围的最优解 对于其他区域更为剧烈, 因此前景图层焊缝区域对
的值。 应的灰度值更大, 对得到的前景图层进行 Gamma
I 1 。 同时根据式( 4 ), 计算出此时I 2
算法按照以上步骤执行, 其输入为原始图像I , 变换, 即可得到焊缝图。焊缝图像分解结果如图 7
平滑系数λ , 优化权重 , 权重增加系数 , 最大迭代 所示。图7 ( a ) 为预处理后的原始焊缝图, 图7 ( b ) 为
η
β
。 具有大梯度信息的前景图层, 图7 ( c ) 为仅含平滑信
次数n ; 输出为前景图层I 1 和背景图层I 2
在原始焊缝图像中, 表面焊缝区域梯度变化相 息的背景图层, 图7 ( d ) 为分解后得到的焊缝图。
图7 焊缝图像分解结果
3 焊缝路径提取 n 为像素点个数; a , b 为待拟合直线参数。
4 结果分析
为进一步确定焊缝位置信息, 需要对焊缝图进
行直线拟合, 以获取机器人相对于焊缝的位置。笔 该试验使用无线遥控器控制爬壁机器人在罐体
者采用基于权重的最小二乘法对焊缝位置进行提 表面沿焊缝爬行, 采集若干组不同位置的焊缝图像,
取。焊缝路径提取流程如图8所示。 并分别对其进行预处理以及焊缝提取。爬壁机器人
-1
爬行速度约 2 m · min , 图像采集帧率为 10 帧·
s 。爬行过程中拍摄不同位置的图像。试验过程
-1
中采集到的部分图像如图9所示。
从中随机选取6组不同位置的焊缝图像, 不同
焊缝路径的提取效果如图10所示。其中, 蓝色虚线
为人工标注焊缝位置, 红色直线为算法提取出的焊
表示人工标注的焊缝路径与垂直方向的
缝位置, θ 0
图8 焊缝路径提取流程
夹角, θ 1 表示算法提取出的焊缝路径与垂直方向的
焊缝路径提取流程具体表述为: ① 采用最大熵
夹角, 试验过程中选定逆时针为正方向。为进一步验
阈值对焊缝图进行分割得到二值化图像, 并对二值
证焊缝提取算法的有效性, 采用直线差异度 [ 14 ] 对算
化图像进行距离变换; ② 对距离变换后得到的二值
法处理结果进行评价。直线差异度定义为
化图像进行水平和垂直投影; ③ 利用最小二乘法对
2
2
+
δ= ( Δ k ) ( Δ b ) ( 16 )
焊缝骨架图像中的像素点进行拟合得到直线位置。
式中: δ 为两直线的差异度; Δ k 为两直线之间的斜
其中, 最小二乘法目标函数可表示为
率差; Δb 为两直线之间的截距差。直线差异度越
n
2
min ∑ [ ( )] ( 15 ) 小, 代表两直线相似度越好。
y i- a+ bx i
a , b
i = 1
, ) 为焊缝骨架图像中各像素点的坐标;
式中:( x i y i
7
3
2023年 第45卷 第2期
无损检测