
Page 37 - 无损检测2023年第二期
P. 37
代彦明, 等:
锥束 CT 工艺参数对成像质量的影响
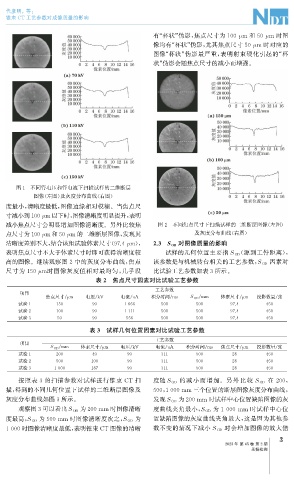
有“ 杯状” 伪影, 焦点尺寸为100 μ m 和50 μ m 时图
像均有“ 杯状” 伪影, 尤其焦点尺寸50 μ m 时对应的
图像“ 杯状” 伪影最严重, 表明射束硬化引起的“ 杯
状” 伪影会随焦点尺寸的减小而增强。
图1 不同管电压和管电流下扫描试样的二维断层
图像( 左图) 及灰度分布曲线( 右图)
度最小, 清晰度最低, 图像边缘相对模糊。当焦点尺
寸减小到100 μ m 以下时, 图像清晰度明显提升, 表明
减小焦点尺寸会明显增加图像清晰度。另外比较焦 图2 不同焦点尺寸下扫描试样的二维断层图像( 左图)
点尺寸为100 μ m 和50 μ m 的二维断层图像, 发现其 及灰度分布曲线( 右图)
清晰度差别不大, 结合该组试验体素尺寸( 97.4 μ m ), 2.3 S OD 对图像质量的影响
表明焦点尺寸不大于体素尺寸时即可获得清晰度较 试样的几何位置主要指S OD ( 源到工件距离),
高的图像。继续观察图2中的灰度分布曲线, 焦点 该参数是与机械转台相关的工艺参数, S OD 因素对
尺寸为 150 μ m时图像灰度值相对最均匀, 几乎没 比试验工艺参数如表3所示。
表2 焦点尺寸因素对比试验工艺参数
工艺参数
项目
/
焦点尺寸 / m 电压 / kV 电流 / uA 积分时间 / ms S OD mm 体素尺寸 / m 投影数量 / 张
μ
μ
试验1 150 90 1666 500 500 97.4 450
试验2 100 90 1111 500 500 97.4 450
试验3 50 90 556 500 500 97.4 450
表3 试样几何位置因素对比试验工艺参数
工艺参数
项目
/
S OD mm 体素尺寸 / m 电压 / kV 电流 / uA 积分时间 / ms 焦点尺寸 / m 投影数量 / 张
μ
μ
试验1 200 40 90 311 500 28 450
试验2 500 100 90 311 500 28 450
试验3 1000 187 90 311 500 28 450
按照表 3 的扫描参数对试样进行锥束 CT 扫 度随S OD 的减小而增加。另外比较 S OD 在 200 ,
描, 得到的不同几何位置下试样的二维断层图像及 500 , 1000mm 三个位置的断层图像灰度分布曲线,
灰度分布曲线如图3所示。 发现S OD 为200mm 时试样中心位置缺陷图像的灰
为200mm 时图像清晰 为 1000mm 时试样中心位
观察图3可以看出S OD 度曲线夹角最小, S OD
为 置缺陷图像的灰度曲线夹角最大, 这是因为其他参
度最高, S OD 为500mm 时图像清晰度次之, S OD
1000时图像清晰度最低, 表明锥束 CT 图像的清晰 数不变的情况下减小 S OD 时会增加图像的放大倍
3
2023年 第45卷 第2期
无损检测