
Page 91 - 无损检测2022年第十期
P. 91
王贤强,等:
高强螺栓疲劳损伤的相控阵超声检测
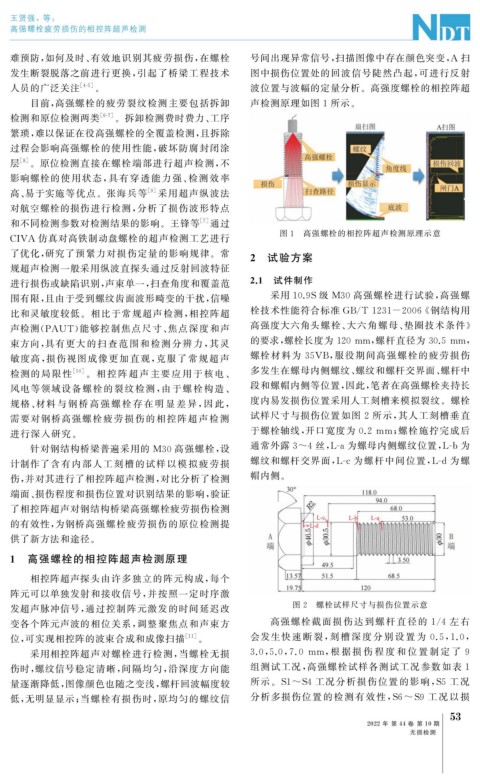
难预防, 如何及时、 有效地识别其疲劳损伤, 在螺栓 号间出现异常信号, 扫描图像中存在颜色突变, A 扫
发生断裂脱落之前进行更换, 引起了桥梁工程技术 图中损伤位置处的回波信号陡然凸起, 可进行反射
人员的广泛关注 [ 4-5 ] 。 波位置与波幅的定量分析。高强度螺栓的相控阵超
目前, 高强螺栓的疲劳裂纹检测主要包括拆卸 声检测原理如图 1 所示。
检测和原位检测两类 [ 6-7 ] 。拆卸检测费时费力、 工序
繁琐, 难以保证在役高强螺栓的全覆盖检测, 且拆除
过程会影响高强螺栓的使用性能, 破坏防腐封闭涂
层 [ 8 ] 。原位检测直接在螺栓端部进行超声检测, 不
影响螺栓的使用状态, 具有穿透能力强、 检 测效率
高、 易于实施等优点。张海兵等 [ 9 ] 采用超声纵波法
对航空螺栓的损伤进行检测, 分析了损伤波形特点
和不同检测参数对检测结果的影响。王锋等 [ 7 ] 通过
图 1 高强螺栓的相控阵超声检测原理示意
CIVA 仿真对高铁制动盘螺栓的超声检测工艺进行
了优化, 研究了预紧力对损伤定量的影响规律。常
2 试验方案
规超声检测一般采用纵波直探头通过反射回波特征
进行损伤或缺陷识别, 声束单一, 扫查角度和覆盖范 2.1 试件制作
围有限, 且由于受到螺纹齿面波形畸变的干扰, 信噪 采用 10.9S 级 M30 高强螺栓进行试验, 高强螺
比和灵敏度较低。相比于常规超声检测, 相控阵超 栓技术性能符合标准 GB / T1231-2006 《 钢结构用
声检测( PAUT ) 能够控制焦点尺寸、 焦点深度和声 高强度大六角头螺栓、 大六角螺母、 垫圈技术条件》
束方向, 具有更大的扫查范围和检测分辨力, 其灵 的要求, 螺栓长度为 120mm , 螺杆直径为 30.5mm ,
敏度高, 损伤视图成像更加直观, 克服了常规超声 螺栓材料为 35VB , 服役期间高强螺栓的疲劳损伤
检测的局 限 性 [ 10 ] 。相 控 阵 超 声 主 要 应 用 于 核 电、 多发生在螺母内侧螺纹、 螺纹和螺杆交界面、 螺杆中
风电等领域设备螺栓的裂纹检测, 由于螺栓构造、 段和螺帽内侧等位置, 因此, 笔者在高强螺栓夹持长
规格、 材料 与 钢 桥 高 强 螺 栓 存 在 明 显 差 异, 因 此, 度内易发损伤位置采用人工刻槽来模拟裂纹。螺栓
需要对钢桥高强螺栓疲劳损伤的相控阵超声检测 试样尺寸与损伤位置如图 2 所示, 其人工刻槽垂直
进行深入研究。 于螺栓轴线, 开口宽度为 0.2mm ; 螺栓施拧完成后
针对钢结构桥梁普遍采用的 M30 高强螺栓, 设 通常外露 3~4 丝, L-a为螺母内侧螺纹位置, L-b 为
计制作了含有内部人工刻槽的试样以模拟 疲劳损 螺纹和螺杆交界面, L-c为螺杆中间位置, L-d 为螺
伤, 并对其进行了相控阵超声检测, 对比分析了检测 帽内侧。
端面、 损伤程度和损伤位置对识别结果的影响, 验证
了相控阵超声对钢结构桥梁高强螺栓疲劳损伤检测
的有效性, 为钢桥高强螺栓疲劳损伤的原位检测提
供了新方法和途径。
1 高强螺栓的相控阵超声检测原理
相控阵超声探头由许多独立的阵元构成, 每个
阵元可以单独发射和接收信号, 并按照一定时序激
发超声脉冲信号, 通过控制阵元激发的时间延迟改 图 2 螺栓试样尺寸与损伤位置示意
变各个阵元声波的相位关系, 调整聚焦点和声束方 高强螺栓截面损伤达到螺杆直径的 1 / 4 左右
位, 可实现相控阵的波束合成和成像扫描 [ 11 ] 。 会发生快 速 断 裂, 刻 槽 深 度 分 别 设 置 为 0.5 , 1.0 ,
采用相控阵超声对螺栓进行检测, 当螺栓无损 3.0 , 5.0 , 7.0 mm , 根 据 损 伤 程 度 和 位 置 制 定 了 9
伤时, 螺纹信号稳定清晰, 间隔均匀, 沿深度方向能 组测试工况, 高强螺栓试样各测试工况参数如表 1
量逐渐降低, 图像颜色也随之变浅, 螺杆回波幅度较 所示。 S1~S4 工况分析损伤位置的影响, S5 工况
低, 无明显显示; 当螺栓有损伤时, 原均匀的螺纹信 分析多损伤位置 的检测有效性, S6~S9 工 况 以 损
3
5
2022 年 第 44 卷 第 10 期
无损检测