
Page 109 - 无损检测2022年第四期
P. 109
唐 健,等:
大提离漏磁无损检测方法
WU 等 [ 21 ] 提出了一种差分漏磁检测方法, 差分
式漏磁检测传感器配置( 双传感器差分配置) 如图
12 所示。该方法通过优化双传感器差分间距, 可以
提高检测灵敏度, 此外检测信号几乎不受背景磁场
和机械振动的影响, 具有良好的信号稳定性。
图 14 磁带录磁检测示意
图 12 差分式漏磁检测传感器配置示意 图 15 磁带磁信号拾取示意
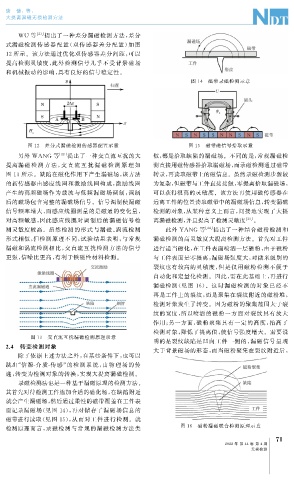
另外 WANG 等 [ 22 ] 提出了一种交直流互扰的大 似, 都是拾取缺陷的漏磁场。不同的是, 常规漏磁检
提离漏磁 检 测 方 法, 交 直 流 互 扰 漏 磁 检 测 原 理 如 测直接用磁传感器拾取漏磁场, 而录磁检测通过磁带
图 13 所示。缺陷在磁化作用下产生漏磁场, 该方法 转录, 再读取磁带上的磁信息。虽然录磁检测步骤较
的新传感器由感应线圈和激励线圈构成, 激励线圈 为复杂, 但磁带与工件直接接触, 零提离拾取漏磁场,
产生的高频磁场作为载波与低频漏磁场调制, 调制 可以获得很高的灵敏度。该方法再使用磁传感器在
后的磁场包含完整的漏磁场信号。信号调制使漏磁 远离工件的位置读取磁带中的漏磁场信息, 转变漏磁
信号频率增大, 而感应线圈测量的是磁通的变化量, 检测的对象, 从某种意义上而言, 间接地实现了大提
对高频敏感, 因此感应线圈对调制后的漏磁信号检 离漏磁检测, 并且提高了检测灵敏度 [ 23 ] 。
测灵敏度较高。虽然检测的形式与漏磁、 涡流检测 此外 YANG 等 [ 24 ] 提出了一种结合磁粉检测和
形式相似, 但检测原理不同, 试验结果表明, 与常规 漏磁检测的高灵敏度大提离检测方法。首先对工件
漏磁和涡流检测相比, 交直流互扰检测方法的信号 进行适当磁化, 在工件表面喷洒一层磁粉, 由于磁粉
更强, 信噪比更高, 有利于铁磁性材料检测。 与工件表面是零提离, 漏磁场强度大, 对微米级别的
裂纹也有较高的灵敏度, 但是仅用磁粉检测不便于
自动化和定量化检测。因此, 需在此基础上, 再进行
漏磁检测( 见图 16 )。这时漏磁检测的对象已经不
再是工件上的裂纹, 而是聚集在裂纹附近的磁粉堆,
检测对象发生了转变。因为磁粉的聚集范围大于裂
纹的宽度, 所以喷洒的磁粉一方面对裂纹具有放大
作用; 另一方面, 磁粉聚集具有一定的高度, 抬高了
检测对象, 降低了提离值, 使信号强度增大。需要说
图 13 交直流互扰漏磁检测原理示意
明的是裂纹缺陷是凹向工件一侧的, 漏磁信号呈现
2.4 转变检测对象
大于背景磁场的形态, 而当磁粉聚集在裂纹附近后,
除了依据上述方法之外, 在某些条件下, 也可以
跳出“ 信源 - 介质 - 传感” 的检测系统, 由物理场的传
递, 转变为检测对象的转换, 实现大提离漏磁检测。
录磁检测法也是一种基于漏磁原理的检测方法。
其首先对待检测工件施加合适的磁化场, 在缺陷附近
就会产生漏磁场, 然后通过柔性的磁带覆盖在工件表
面记录漏磁场( 见图 14 ), 再对储存了漏磁场信息的
磁带进行读取( 见图 15 ), 从而对工件进行检测。就
检测原理而言, 录磁检测与常规的漏磁检测方法类 图 16 磁粉漏磁联合检测原理示意
1
7
2022 年 第 44 卷 第 4 期
无损检测