
Page 41 - 无损检测2022年第三期
P. 41
帅家盛, 等:
基于光学传声器的非接触超声无损检测技术
各向同性介质( 如空气) 中光的折射率取决于介
质的极化率和密度, 密度取决于局部声压幅值, 其变
取决
化可使光的波长发生微小偏移。光的波长λ n
于折射率, 其计算式为
λ 0
λ n = ( 4 )
n ()
ρ
式中: n () 为密度为 ρ 的介质的折射率。
ρ
从式( 4 ) 可以看出, FPE 内声场引起密度的任
何改变都会引起反射光强的变化, 这种变化可以被
光电二极管检测到, 从而实现了声压 - 介质密度 - 介
质折射率 - 介质中光的波长 - 光信号的反射率 - 反射光
强度 - 电信号的完整演变过程。
光学传声器技术用于超声无损检测具有如下特
点: ① 光学传声器通过一只激光二极管激发出光束
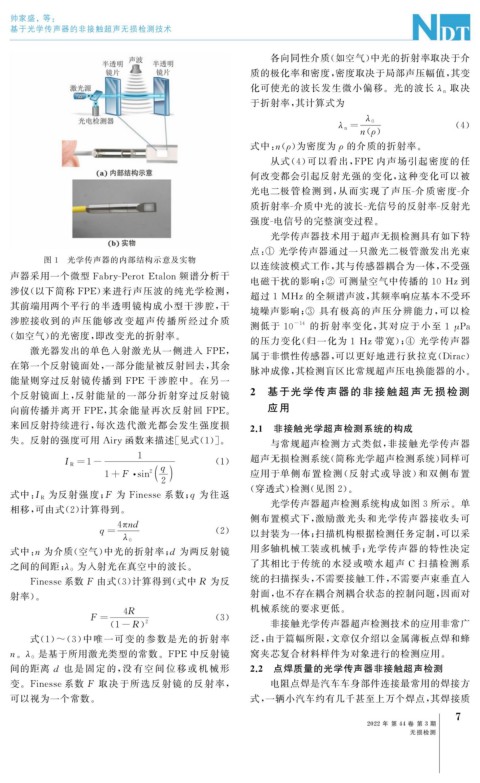
图 1 光学传声器的内部结构示意及实物
以连续波模式工作, 其与传感器耦合为一体, 不受强
声器采用一个微型 Fabr y -PerotEtalon 频谱分析干
电磁干扰的影响; ② 可测量空气中传播的 10Hz到
涉仪( 以下简称 FPE ) 来进行声压波的纯光学检测,
超过 1MHz的全频谱声波, 其频率响应基本不受环
其前端用两个平行的半透明镜构成小型干涉腔, 干
境噪声影响; ③ 具有极高的声压分辨能力, 可以检
涉腔接收到的声压能够改变超声传播所经 过介质
测低于 10 -14 的折射率变化, 其对应于小至 1 μ Pa
( 如空气) 的光密度, 即改变光的折射率。
的压力变化( 归一化为 1 Hz带宽); ④ 光学传声器
激光器发出的单色入射激光从一侧进入 FPE ,
属于非惯性传感器, 可以更好地进行狄拉克( Dirac )
在第一个反射镜面处, 一部分能量被反射回去, 其余
脉冲成像, 其检测盲区比常规超声压电换能器的小。
能量则穿过反射镜传播到 FPE 干涉腔中。在另一
个反射镜面上, 反射能量的一部分折射穿过反射镜 2 基于光学传声器的非接触超声无损检测
应用
向前传播并离开 FPE , 其余能量再次反射回 FPE 。
来回反射持续进行, 每次迭代激光都会发生强度损 2.1 非接触光学超声检测系统的构成
失。反射的强度可用 Air y 函数来描述[ 见式( 1 )]。
与常规超声检测方式类似, 非接触光学传声器
1 超声无损检测系统( 简称光学超声检测系统) 同样可
I R = 1- ( 1 )
2 q
1+F· sin 2 应用于单侧布置检测( 反射式或导波) 和双侧布置
( 穿透式) 检测( 见图 2 )。
为反射强度; F 为 Finesse 系数; 为往返
式中: I R q
光学传声器超声检测系统构成如图 3 所示。单
相移, 可由式( 2 ) 计算得到。
侧布置模式下, 激励激光头和光学传声器接收头可
4πnd
q= ( 2 ) 以封装为一体; 扫描机构根据检测任务定制, 可以采
λ 0
式中: n 为介质( 空气) 中光的折射率; d 为两反射镜 用多轴机械工装或机械手; 光学传声器的特性决定
了其相比于传统的水浸或喷水超声 C 扫描检测系
为入射光在真空中的波长。
之间的间距; λ 0
Finesse系数 F 由式( 3 ) 计算得到( 式中 R 为反 统的扫描探头, 不需要接触工件, 不需要声束垂直入
射面, 也不存在耦合剂耦合状态的控制问题, 因而对
射率)。
4R 机械系统的要求更低。
F = ( 3 )
2
( 1-R ) 非接触光学传声器超声检测技术的应用非常广
式( 1 ) ~ ( 3 ) 中唯一可变的参数是光的折射率 泛, 由于篇幅所限, 文章仅介绍以金属薄板点焊和蜂
是基于所用激光类型的常数。 FPE 中反射镜 窝夹芯复合材料样件为对象进行的检测应用。
n 。 λ 0
间的距离 d 也 是 固 定 的, 没 有 空 间 位 移 或 机 械 形 2.2 点焊质量的光学传声器非接触超声检测
变。 Finesse系数 F 取决于所选 反射镜的反射率, 电阻点焊是汽车车身部件连接最常用的焊接方
可以视为一个常数。 式, 一辆小汽车约有几千甚至上万个焊点, 其焊接质
7
2022 年 第 44 卷 第 3 期
无损检测