
Page 83 - 无损检测2022年第一期
P. 83
实践经验
DOI : 10.11973 / ws j c202201011
核电站用高磅级阀体铸件的全体积射线检测
朱 镇 , 陈晓娟 ,王兆云 3
1
2
( 1. 浙江久立特材科技股份有限公司, 湖州 313028 ; 2. 四川华宇石油钻采装备有限公司, 泸州 646100 ;
3. 江苏万恒铸业有限公司,盐城 224513 )
摘 要:针对传统胶片射线检测技术对结构复杂、 壁厚大的高磅级核电阀体难以进行全体积
检测的问题, 以典型产品直径为 6inch ( 1inch=25.4mm ), 承载质量为 1500lb ( 1lb=0.45k g 的
)
止回阀为例, 分别从检测区域的划分和标识, 双胶片技术、 厚度补偿块技术和预曝光技术的应用等
方面优化了检测工艺, 优化后的工艺能达到规范要求的全体积检测的目的, 可为同行提供参考。
关键词:阀体铸件; 全体积射线检测; 核电站
中图分类号: TG115.28 文献标志码: B 文章编号: 1000-6656 ( 2022 ) 01-0049-04
Fullvolumeradio g ra p hicins p ectionofhi g hp oundvalvebod y castin g fornuclear p ower p lant
ZHUZhen , CHENXiao j uan , WANGZhao y un 3
2
1
( 1.Zhe j ian gJiuliHi-Tech MetalsCo. , Ltd. , Huzhou313028 , China ;
2.SichuanHwa y ooPetroleum Drillin g & ProductionCo. , Ltd. , Luzhou646100 , China ;
3.Jian g su Wanhen gCastin g Industr yCo. , Ltd. , Yanchen g224513 , China )
Abstract : Aimin gatthep roblemthattraditionalfilmradio g ra p hicins p ectiontechnolo gy isdifficulttop erform
fullvolumeins p ectionofhi g hp oundnuclear p owervalvebod ywithcom p lexstructuresandlar g ewallthickness , this
p a p ertakin gat yp ical p roductwithdiameteris6inch ( 1inch = 25.4mm ) andthebearin gmassis1500lb ( 1lb=
0.45k g ) checkvalveasanexam p le , Thedetectionp rocessiso p timizedfrom thedivisionandidentificationof
detection area , the a pp lication of double films technolo gy , thickness com p ensation block technolo gy and
p re-ex p osuretechnolo gy toachievethep ur p oseoffullvolumeins p ectionasre q uiredb y thes p ecification , whichcan
p rovideareferencefor p eers.
Ke ywords : valvebod y castin g ; fullvolumeradio g ra p hicins p ection ; nuclear p ower p lant
核电站用高磅级阀体铸件长期工作在高温、 高
压、 强辐射、 腐蚀、 潮湿等恶劣环境中, 因此通常要求 1 射线检测工艺的制定
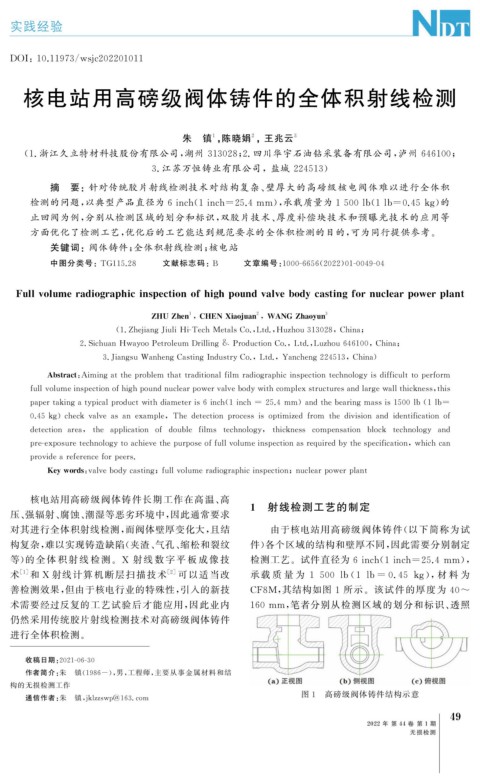
对其进行全体积射线检测, 而阀体壁厚变化大, 且结 由于核电站用高磅级阀体铸件( 以下简称为试
构复杂, 难以实现铸造缺陷( 夹渣、 气孔、 缩松和裂纹 件) 各个区域的结构和壁厚不同, 因此需要分别制定
等) 的 全 体 积 射 线 检 测。 X 射 线 数 字 平 板 成 像 技 检测工艺。试件直径为 6inch ( 1inch=25.4mm ),
术 [ 1 ] 和 X 射线计算机断层扫描技术 [ 2 ] 可以适当改 承载 质 量 为 1500lb ( 1lb=0.45k g ), 材 料 为
善检测效果, 但由于核电行业的特殊性, 引入的新技 CF8M , 其结构如图 1 所示。该试件的厚度为 40~
术需要经过反复的工艺试验后才能应用, 因此业内 160mm , 笔者分别从检测区域的划分和标识、 透照
仍然采用传统胶片射线检测技术对高磅级阀体铸件
进行全体积检测。
收稿日期: 2021-06-30
作者简介: 朱 镇( 1986- ), 男, 工程师, 主要从事金属材料和结
构的无损检测工作
图 1 高磅级阀体铸件结构示意
通信作者: 朱 镇, j klzzsw p @163.com
9
4
2022 年 第 44 卷 第 1 期
无损检测