
Page 120 - 无损检测2021年第十一期
P. 120
黄文大, 等:
全矩阵捕获和全聚焦法相控阵成像检测技术
( 5 )为减少需处理的信号数量, 可采用半矩阵
捕获、 稀疏矩阵捕获、 合成孔径聚焦法捕获、 平面波
入射法、 虚拟声源法、 编码激励阵列法等取代全矩阵
捕获采集技术。多模式平面波成像技术属于新兴技
术, 该技术从几个角度发射平面波, 用所有阵元记录
反向散射信号, 通过对关注区每个点的信号进行相
干求和来实现聚焦。该技术可实现高质量快速超声
成像, 是双全法成像检测的又一新发展动向 [ 2 ] 。
( 6 )双全法可以有效检测高温氢蚀、 多种氢致
开裂损伤、 应力腐蚀裂纹类等危害性缺陷。
参考文献:
[ 1 ] 李衍. 超声相控阵与全聚焦法成像特性比照评析[ J ] .
无损探伤, 2021 , 45 ( 1 ): 1-6.
[ 2 ] SUIH , XU P , HUANGJX , etal.S p aceo p timized
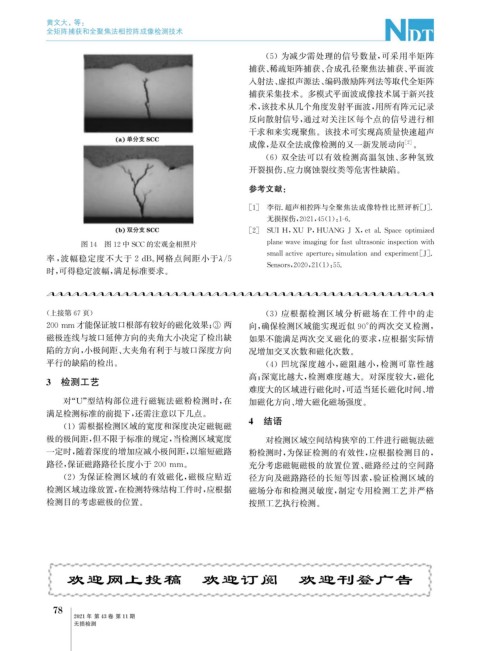
图14 图12中 SCC的宏观金相照片 p lanewaveima g in g forfastultrasonicins p ectionwith
smallactivea p erture : simulationandex p eriment [ J ] .
率 , 波幅稳定度不大于 2dB 。 网格点间距小于 λ / 5
Sensors , 2020 , 21 ( 1 ): 55.
时, 可得稳定波幅, 满足标准要求。
( 上接第67页) ( 3 )应根据检测区域分析磁场在工件中的走
200mm 才能保证坡口根部有较好的磁化效果; ③ 两 向, 确保检测区域能实现近似90° 的两次交叉检测,
磁极连线与坡口延伸方向的夹角大小决定了检出缺 如果不能满足两次交叉磁化的要求, 应根据实际情
陷的方向, 小极间距、 大夹角有利于与坡口深度方向 况增加交叉次数和磁化次数。
平行的缺陷的检出。 ( 4 )凹坑深度越小, 磁阻越小, 检测可靠性越
高; 深宽比越大, 检测难度越大。对深度较大, 磁化
3 检测工艺
难度大的区域进行磁化时, 可适当延长磁化时间、 增
对“ U ” 型结构部位进行磁轭法磁粉检测时, 在 加磁化方向、 增大磁化磁场强度。
满足检测标准的前提下, 还需注意以下几点。
( 1 )需根据检测区域的宽度和深度决定磁轭磁 4 结语
极的极间距, 但不限于标准的规定, 当检测区域宽度 对检测区域空间结构狭窄的工件进行磁轭法磁
一定时, 随着深度的增加应减小极间距, 以缩短磁路 粉检测时, 为保证检测的有效性, 应根据检测目的,
路径, 保证磁路路径长度小于200mm 。 充分考虑磁轭磁极的放置位置、 磁路经过的空间路
( 2 )为保证检测区域的有效磁化, 磁极应贴近 径方向及磁路路径的长短等因素, 验证检测区域的
检测区域边缘放置, 在检测特殊结构工件时, 应根据 磁场分布和检测灵敏度, 制定专用检测工艺并严格
检测目的考虑磁极的位置。 按照工艺执行检测。
欢迎网上投稿 欢迎订阅 欢迎刊登广告
7
8
2021年 第43卷 第11期
无损检测