
Page 118 - 无损检测2021年第十一期
P. 118
黄文大, 等:
全矩阵捕获和全聚焦法相控阵成像检测技术
图3 母材区域的顶扫示意
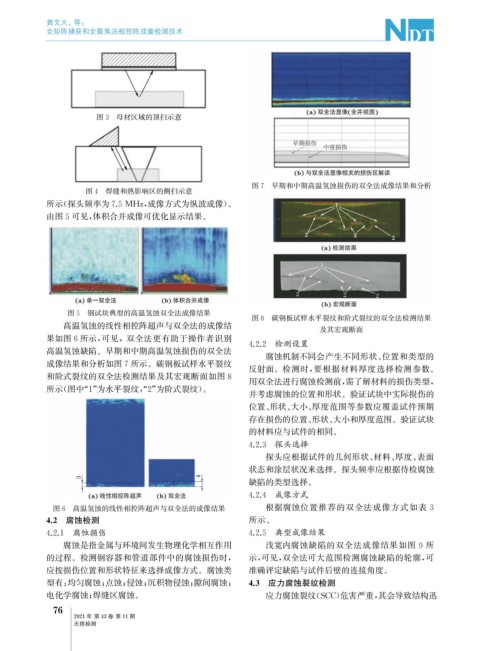
图7 早期和中期高温氢蚀损伤的双全法成像结果和分析
图4 焊缝和热影响区的侧扫示意
所示( 探头频率为7.5MHz , 成像方式为纵波成像)。
由图5可见, 体积合并成像可优化显示结果。
图5 钢试块典型的高温氢蚀双全法成像结果
图8 碳钢板试样水平裂纹和阶式裂纹的双全法检测结果
高温氢蚀的线性相控阵超声与双全法的成像结
及其宏观断面
果如图6所示, 可见,双全法更有助于操作者识别
高温氢蚀缺陷。早期和中期高温氢蚀损伤的双全法 4.2.2 检测设置
腐蚀机制不同会产生不同形状、 位置和类型的
成像结果和分析如图7所示。碳钢板试样水平裂纹
反射面。检测时, 要根据材料厚度选择检测参数。
和阶式裂纹的双全法检测结果及其宏观断面如图8
用双全法进行腐蚀检测前, 需了解材料的损伤类型,
所示( 图中“ 1 ” 为水平裂纹,“ 2 ” 为阶式裂纹)。
并考虑腐蚀的位置和形状。验证试块中实际损伤的
位置、 形状、 大小、 厚度范围等参数应覆盖试件预期
存在损伤的位置、 形状、 大小和厚度范围。验证试块
的材料应与试件的相同。
4.2.3 探头选择
探头应根据试件的几何形状、 材料、 厚度、 表面
状态和涂层状况来选择。探头频率应根据待检腐蚀
缺陷的类型选择。
4.2.4 成像方式
图6 高温氢蚀的线性相控阵超声与双全法的成像结果 根据腐蚀位置推荐的双全法成像方式如表 3
4.2 腐蚀检测 所示。
4.2.1 腐蚀损伤 4.2.5 典型成像结果
腐蚀是指金属与环境间发生物理化学相互作用 浅宽内腐蚀缺陷的双全法成像结果如图 9 所
的过程。检测钢容器和管道部件中的腐蚀损伤时, 示, 可见, 双全法可大范围检测腐蚀缺陷的轮廓, 可
应按损伤位置和形状特征来选择成像方式。腐蚀类 准确评定缺陷与试件后壁的连接角度。
型有: 均匀腐蚀; 点蚀; 侵蚀; 沉积物侵蚀; 隙间腐蚀; 4.3 应力腐蚀裂纹检测
电化学腐蚀; 焊缝区腐蚀。 应力腐蚀裂纹( SCC ) 危害严重, 其会导致结构迅
6
7
2021年 第43卷 第11期
无损检测