
Page 119 - 无损检测2021年第十一期
P. 119
黄文大, 等:
全矩阵捕获和全聚焦法相控阵成像检测技术
表3 腐蚀缺陷双全法检测推荐成像方式
侧扫 顶扫
腐蚀位置
内表面缺陷 内表面缺陷 表面开口缺陷
母材 纵波或横波成像 纵波成像; 直接接触或0° 楔块 纵波成像; 直接接触或0° 楔块
焊缝 纵波或横波成像, 楔块角度不大于30° 纵波成像 二次纵波成像, 二次横波成像
4.3.2 探头选择
根据结构完整性分析, 应力腐蚀裂纹的尺寸可
能很小, 当其壁厚方向的高度小于1mm 时, 推荐用
检测频率为10MHz , 最少32阵元的探头。
图9 浅宽内腐蚀缺陷的双全法成像结果 4.3.3 成像方式
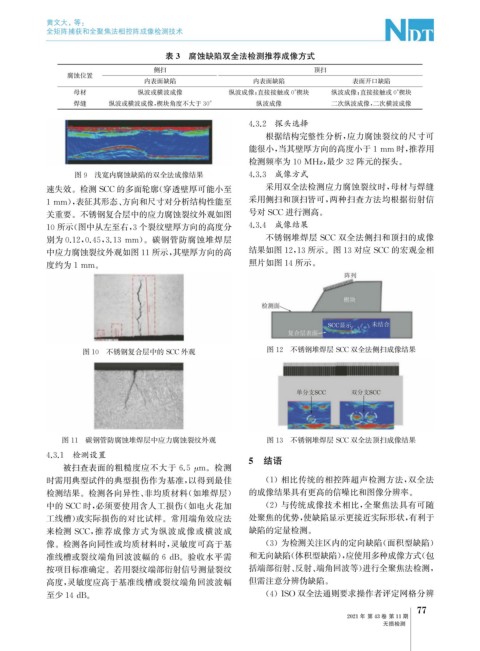
速失效。检测 SCC的多面轮廓( 穿透壁厚可能小至 采用双全法检测应力腐蚀裂纹时, 母材与焊缝
1mm ), 表征其形态、 方向和尺寸对分析结构性能至 采用侧扫和顶扫皆可, 两种扫查方法均根据衍射信
关重要。不锈钢复合层中的应力腐蚀裂纹外观如图 号对 SCC进行测高。
10所示( 图中从左至右, 3个裂纹壁厚方向的高度分 4.3.4 成像结果
别为0.12 , 0.45 , 3.13mm )。碳钢管防腐蚀堆焊层 不锈钢堆焊层 SCC 双全法侧扫和顶扫的成像
中应力腐蚀裂纹外观如图11所示, 其壁厚方向的高 结果如图12 , 13所示。图13对应 SCC 的宏观金相
度约为1mm 。 照片如图14所示。
图10 不锈钢复合层中的 SCC外观 图12 不锈钢堆焊层 SCC双全法侧扫成像结果
图11 碳钢管防腐蚀堆焊层中应力腐蚀裂纹外观 图13 不锈钢堆焊层 SCC双全法顶扫成像结果
4.3.1 检测设置 5 结语
被扫查表面的粗糙度应不大于 6.5 μ m 。检测
时需用典型试件的典型损伤作为基准, 以得到最佳 ( 1 )相比传统的相控阵超声检测方法, 双全法
检测结果。检测各向异性、 非均质材料( 如堆焊层) 的成像结果具有更高的信噪比和图像分辨率。
中的 SCC时, 必须要使用含人工损伤( 如电火花加 ( 2 )与传统成像技术相比, 全聚焦法具有可随
工线槽) 或实际损伤的对比试样。常用端角效应法 处聚焦的优势, 使缺陷显示更接近实际形状, 有利于
来检测 SCC , 推荐成像方式为纵波成像或横波成 缺陷的定量检测。
像。检测各向同性或均质材料时, 灵敏度可高于基 ( 3 )为检测关注区内的定向缺陷( 面积型缺陷)
准线槽或裂纹端角回波波幅的 6dB 。验收水平需 和无向缺陷( 体积型缺陷), 应使用多种成像方式( 包
按项目标准确定。若用裂纹端部衍射信号测量裂纹 括端部衍射、 反射、 端角回波等) 进行全聚焦法检测,
高度, 灵敏度应高于基准线槽或裂纹端角回波波幅 但需注意分辨伪缺陷。
至少14dB 。 ( 4 ) ISO 双全法通则要求操作者评定网格分辨
7
7
2021年 第43卷 第11期
无损检测