
Page 73 - 无损检测2021年第十期
P. 73
刘会彬, 等:
复合陶瓷保温结构压力容器 CR 检测工艺优化
连接的环焊缝采用附加垫板结构, 常规的无损检测
方法难以满足该类设备的检测要求。 CR ( 计算机射
线照相) 检测技术具有检测速度快、 成像质量高的优
点, 对上述结构的无损检测具有良好的应用前景。
陈小明等 [ 1 ] 阐述了 CR 检测的分辨力、 系统分
辨率、 图像分辨率、 扫描分辨率的内在联系与区别;
李永君等 [ 2 ] 以含人工裂纹缺陷的精密铸造平板为对
象, 研究了管电压、 曝光量、 焦距对图像质量的影响;
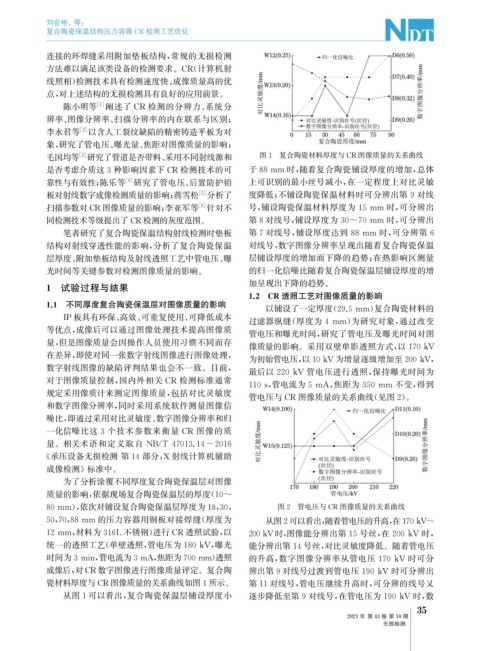
毛国均等 研究了管道是否带料、 采用不同射线源和 图1 复合陶瓷材料厚度与 CR 图像质量的关系曲线
[ 3 ]
是否考虑介质这3种影响因素下 CR 检测技术的可 于88mm 时, 随着复合陶瓷铺设厚度的增加, 总体
靠性与有效性; 陈乐等 [ 4 ] 研究了管电压、 后置防护铅 上可识别的最小丝号减小, 在一定程度上对比灵敏
板对射线数字成像检测质量的影响; 蒋雪松 分析了 度降低; 不铺设陶瓷保温材料时可分辨出第9对线
[ 5 ]
扫描参数对 CR图像质量的影响; 李亚军等 针对不 号, 铺设陶瓷保温材料厚度为15mm 时, 可分辨出
[ 6 ]
同检测技术等级提出了 CR检测的灰度范围。 第8对线号, 铺设厚度为30~70mm 时, 可分辨出
笔者研究了复合陶瓷保温结构射线检测时垫板 第7对线号, 铺设厚度达到 88mm 时, 可分辨第 6
结构对射线穿透性能的影响, 分析了复合陶瓷保温 对线号, 数字图像分辨率呈现出随着复合陶瓷保温
层厚度、 附加垫板结构及射线透照工艺中管电压、 曝 层铺设厚度的增加而下降的趋势; 在热影响区测量
光时间等关键参数对检测图像质量的影响。 的归一化信噪比随着复合陶瓷保温层铺设厚度的增
1 试验过程与结果 加呈现出下降的趋势。
1.2 CR 透照工艺对图像质量的影响
1.1 不同厚度复合陶瓷保温层对图像质量的影响 以铺设了一定厚度( 29.5mm ) 复合陶瓷材料的
IP板具有环保、 高效、 可重复使用、 可降低成本 过滤器纵缝( 厚度为 4mm ) 为研究对象, 通过改变
等优点, 成像后可以通过图像处理技术提高图像质
管电压和曝光时间, 研究了管电压及曝光时间对图
量, 但是图像质量会因操作人员使用习惯不同而存
像质量的影响。采用双壁单影透照方式, 以170kV
在差异, 即使对同一张数字射线图像进行图像处理,
为初始管电压, 以10kV 为增量逐级增加至200kV ,
数字射线图像的缺陷评判结果也会不一致。目前,
最后以 220kV 管电压进行透照, 保持曝光时间为
对于图像质量控制, 国内外相关 CR 检测标准通常
110s , 管电流为5mA , 焦距为 350mm 不变, 得到
规定采用像质计来测定图像质量, 包括对比灵敏度
管电压与 CR 图像质量的关系曲线( 见图2 )。
和数字图像分辨率, 同时采用系统软件测量图像信
噪比, 即通过采用对比灵敏度、 数字图像分辨率和归
一化信噪比这 3 个技术参数来衡量 CR 图像的质
量。相关术语和定义取自 NB / T47013.14-2016
《 承压设备无损检测 第14部分: X 射线计算机辅助
成像检测》标准中。
为了分析涂覆不同厚度复合陶瓷保温层对图像
质量的影响, 依据现场复合陶瓷保温层的厚度( 10~
80mm ), 依次对铺设复合陶瓷保温层厚度为18 , 30 , 图2 管电压与 CR 图像质量的关系曲线
50 , 70 , 88mm 的压力容器用钢板对接焊缝( 厚度为 从图2可以看出, 随着管电压的升高, 在170kV~
12mm , 材料为316L不锈钢) 进行 CR 透照试验, 以 200kV时, 图像能分辨出第15号丝, 在200kV 时,
统一的透照工艺( 单壁透照, 管电压为180kV , 曝光 能分辨出第14号丝, 对比灵敏度降低。随着管电压
时间为3min , 管电流为3mA , 焦距为700mm ) 透照 的升高, 数字图像分辨率从管电压 170kV 时可分
成像后, 对 CR数字图像进行图像质量评定。复合陶 辨出第9对线号过渡到管电压190kV 时可分辨出
瓷材料厚度与 CR图像质量的关系曲线如图1所示。 第11对线号, 管电压继续升高时, 可分辨的线号又
从图1可以看出, 复合陶瓷保温层铺设厚度小 逐步降低至第9对线号, 在管电压为190kV 时, 数
5
3
2021年 第43卷 第10期
无损检测