
Page 68 - 无损检测2021年第七期
P. 68
王 东, 等:
核电小径管对接焊缝的数字射线成像检测
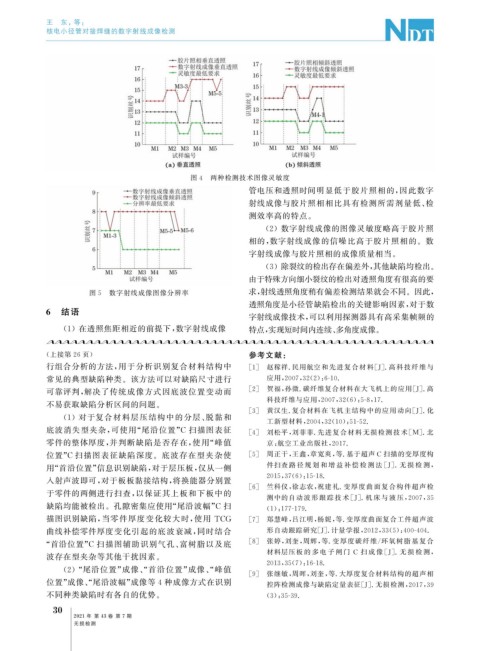
图 4 两种检测技术图像灵敏度
管电压和透照时间明显低于胶片照相的, 因此数字
射线成像与胶片照相相比具有检测所需剂量低、 检
测效率高的特点。
( 2 )数字射线成像的图像灵敏度略高于胶片照
相的, 数字射线成像的信噪比高于胶片照相的。数
字射线成像与胶片照相的成像质量相当。
( 3 )除裂纹的检出存在偏差外, 其他缺陷均检出。
由于特殊方向细小裂纹的检出对透照角度有很高的要
图 5 数字射线成像图像分辨率 求, 射线透照角度稍有偏差检测结果就会不同。因此,
透照角度是小径管缺陷检出的关键影响因素, 对于数
6 结语
字射线成像技术, 可以利用探测器具有高采集帧频的
( 1 )在透照焦距相近的前提下, 数字射线成像 特点, 实现短时间内连续、 多角度成像。
参考文献:
( 上接第 26 页)
行组合分析的方法, 用于分析识别复合材料结构中 [ 1 ] 赵稼祥 . 民用航空和先进复合材料[ J ] . 高科技纤 维 与
常见的典型缺陷种类。该方法可以对缺陷尺寸进行 应用, 2007 , 32 ( 2 ): 6-10.
可靠评判, 解决了传统成像方式因底波位置变动而 [ 2 ] 贺福, 孙微 . 碳纤维复合材料在大飞机上的应用[ J ] . 高
科技纤维与应用, 2007 , 32 ( 6 ): 5-8 , 17.
不易获取缺陷分析区间的问题。
[ 3 ] 黄汉生 . 复合材料在飞机主结构中的应用动向[ J ] . 化
( 1 )对于复合材料层压结构中的分层、 脱黏和
工新型材料, 2004 , 32 ( 10 ): 51-52.
底波消失型夹杂, 可使用“ 尾沿位置” C 扫描图表征 [ 4 ] 刘松平, 刘菲菲 . 先进复合材料无损检测 技 术[ M ] . 北
零件的整体厚度, 并判断缺陷是否存在, 使用“ 峰值 京: 航空工业出版社, 2017.
位置” C 扫描图表征缺陷深度。底波存在型夹杂使 [ 5 ] 周正干, 王鑫, 章宽爽, 等 . 基于超声 C 扫描的变厚度构
用“ 首沿位置” 信息识别缺陷, 对于层压板, 仅从一侧 件扫查 路 径 规 划 和 增 益 补 偿 检 测 法 [ J ] . 无 损 检 测,
入射声波即可, 对于板板黏接结构, 将换能器分别置 2015 , 37 ( 6 ): 15-18.
[ 6 ] 竺科仪, 徐志农, 祝建礼 . 变厚度曲面复合构件超声检
于零件的两侧进行扫查, 以保证其上板和下板中的
测中的自动 波 形 跟 踪 技 术 [ J ] . 机 床 与 液 压, 2007 , 35
缺陷均能被检出。孔隙密集应使用“ 尾沿波幅” C 扫
( 1 ): 177-179.
描图识别缺陷, 当零件厚度变化较大时, 使用 TCG [ 7 ] 郑慧峰, 吕江明, 杨妮, 等 . 变厚度曲面复合工件超声波
曲线补偿零件厚度变化引起的底波衰减, 同时结合 形自动跟踪研究[ J ] . 计量学报, 2012 , 33 ( 5 ): 400-404.
“ 首沿位置” C 扫描图辅助识别气孔、 富树脂以及底 [ 8 ] 张婷, 刘奎, 周辉, 等 . 变厚度碳纤维 / 环氧树脂 基 复 合
材料层压 板 的 多 电 子 闸 门 C 扫 成 像 [ J ] . 无 损 检 测,
波存在型夹杂等其他干扰因素。
2013 , 35 ( 7 ): 16-18.
( 2 )“ 尾沿位置” 成像、“ 首沿位置” 成像、“ 峰值
[ 9 ] 张继敏, 周晖, 刘奎, 等 . 大厚度复合材料结构的超声相
位置” 成像、“ 尾沿波幅” 成像等 4 种成像方式在识别
控阵检测成像与缺陷定量表征[ J ] . 无损检测, 2017 , 39
不同种类缺陷时有各自的优势。 ( 3 ): 35-39.
0
3
2021 年 第 43 卷 第 7 期
无损检测