
Page 67 - 无损检测2021年第七期
P. 67
王 东, 等:
核电小径管对接焊缝的数字射线成像检测
试验用辅助器材主要包括: 双线型像质计, 用于 RCC-M2007的相关规定, 分别选择倾斜透照椭圆成
测量图像质量; 滤波板( 仅数字射线成像), 置于射线 像和垂直透照重叠成像两种双壁双影透照成像方式。
机出口, 用于射束硬化, 减少散射线成像; 准直器, 置 垂直透照 60° , 透照3次; 倾斜透照90° , 透照2次。在
于射线机出口, 用于控制射线束大小, 保证只有小径 透照前, 对透照位置和透照角度做出标记, 保证两种
管成像, 防止小径管之外区域接收射线, 使探测器过 技术对同样的位置采用同样的透照角度透照。
度饱和; 胶片照相用前后屏, 功能为吸收试件的散射 通过优化透照条件, 使胶片照相图像质量满足标
线, 增加感光度。 准 RCC-M2007的相关要求, 数字射线成像图像质量
满足标准 NB / T47013.11-2015的相关要求, 表4为
5 检测条件与结果
两种检测方法的透照参数, 其中放大倍数约为1.28 。
5.1 透照条件 从表 4 可以看出, 在焦距相近的前提下, 数字射
结合上述小径管规格( 管径和壁厚), 按照标准 线成像所需管电压和曝光量均低于胶片照相的。
表 4 两种检测方法的透照参数
规格( 外径 × 焦距 / mm 管电压 / kV 管电流 / mA 曝光时间 / s
试样编号
壁厚)/ mm 胶片 数字 胶片 数字 胶片 数字 胶片 数字
M1 33.4×6.35 700 730 200 175 6 5 60 16
M2 60.3×5.54 700 730 195 160 6 5 60 16
M3 60.3×8.74 700 730 260 190 6 5 60 16
M4 88.9×5.49 700 730 190 170 6 5 60 16
M5 88.9×7.62 700 730 250 185 6 5 60 16
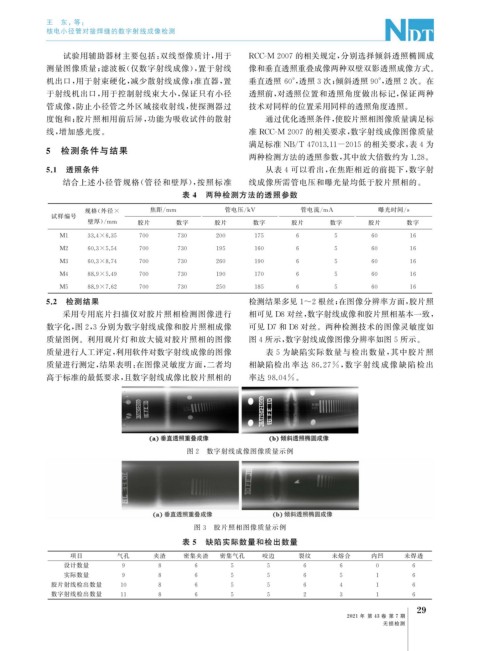
5.2 检测结果 检测结果多见1~2根丝; 在图像分辨率方面, 胶片照
采用专用底片扫描仪对胶片照相检测图像进行 相可见 D8对丝, 数字射线成像和胶片照相基本一致,
数字化, 图2 , 3分别为数字射线成像和胶片照相成像 可见 D7和 D8对丝。两种检测技术的图像灵敏度如
质量图例。利用观片灯和放大镜对胶片照相的图像 图4所示, 数字射线成像图像分辨率如图5所示。
质量进行人工评定, 利用软件对数字射线成像的图像 表 5 为缺陷实际数量与检出数量, 其中胶片照
质量进行测定, 结果表明: 在图像灵敏度方面, 二者均 相缺陷检出率达 86.27% , 数字射线成像缺陷检出
高于标准的最低要求, 且数字射线成像比胶片照相的 率达 98.04% 。
图 2 数字射线成像图像质量示例
图 3 胶片照相图像质量示例
表 5 缺陷实际数量和检出数量
项目 气孔 夹渣 密集夹渣 密集气孔 咬边 裂纹 未熔合 内凹 未焊透
设计数量 9 8 6 5 5 6 6 0 6
实际数量 9 8 6 5 5 6 5 1 6
胶片射线检出数量 10 8 6 5 5 6 4 1 6
数字射线检出数量 11 8 6 5 5 2 3 1 6
9
2
2021 年 第 43 卷 第 7 期
无损检测