
Page 52 - 无损检测 2021年第六期
P. 52
林立志, 等:
激光选区熔化增材制造 Ti-6Al-4V 钛合金的超声检测
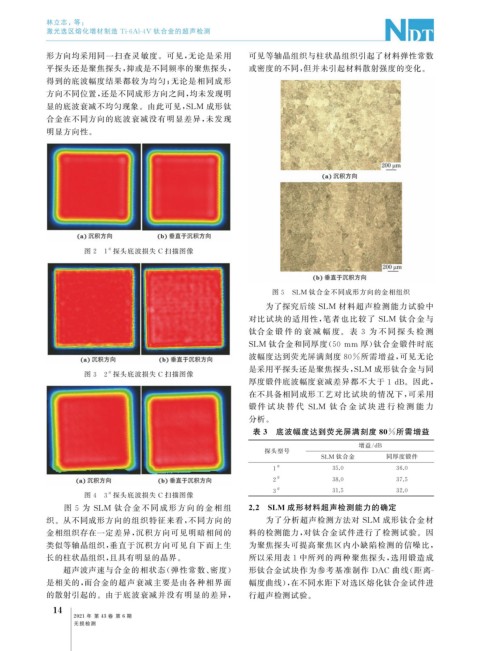
形方向均采用同一扫查灵敏度。可见, 无论是采用 可见等轴晶组织与柱状晶组织引起了材料弹性常数
平探头还是聚焦探头, 抑或是不同频率的聚焦探头, 或密度的不同, 但并未引起材料散射强度的变化。
得到的底波幅度结果都较为均匀; 无论是相同成形
方向不同位置, 还是不同成形方向之间, 均未发现明
显的底波衰减不均匀现象。由此可见, SLM 成形钛
合金在不同方向的底波衰减没有明显差异, 未发现
明显方向性。
图 2 1 探头底波损失 C 扫描图像
#
图 5 SLM 钛合金不同成形方向的金相组织
为了探究后续 SLM 材料超声检测能力试验中
对比试块的适用性, 笔者也比较了 SLM 钛合金与
钛合金 锻 件 的 衰 减 幅 度。 表 3 为 不 同 探 头 检 测
SLM 钛合金和同厚度( 50mm 厚) 钛合金锻件时底
波幅度达到荧光屏满刻度 80% 所需增益, 可见无论
是采用平探头还是聚焦探头, SLM 成形钛合金与同
图 3 2 探头底波损失 C 扫描图像
#
厚度锻件底波幅度衰减差异都不大于 1dB 。因此,
在不具备相同成形工艺对比试块的情况下, 可采用
锻件 试 块 替 代 SLM 钛 合 金 试 块 进 行 检 测 能 力
分析。
表 3 底波幅度达到荧光屏满刻度 80% 所需增益
增益 / dB
探头型号
SLM 钛合金 同厚度锻件
#
1 35.0 36.0
#
2 38.0 37.5
# 31.5 32.0
3
图 4 3 探头底波损失 C 扫描图像
#
图 5 为 SLM 钛 合 金 不 同 成 形 方 向 的 金 相 组 2.2 SLM 成形材料超声检测能力的确定
织。从不同成形方向的组织特征来看, 不同方向的 为了分析超声检测方法对 SLM 成形钛合金材
金相组织存在一定差异, 沉积方向可见明暗相间的 料的检测能力, 对钛合金试件进行了检测试验。因
类似等轴晶组织, 垂直于沉积方向可见自下而上生 为聚焦探头可提高聚焦区内小缺陷检测的信噪比,
长的柱状晶组织, 且具有明显的晶界。 所以采用表 1 中所列的两种聚焦探头, 选用锻造成
超声波声速与合金的相状态( 弹性常数、 密度) 形钛合金试块作为参考基准制作 DAC 曲线( 距离 -
是相关的, 而合金的超声衰减主要是由各种相界面 幅度曲线), 在不同水距下对选区熔化钛合金试件进
的散射引起的。由于底波衰减并没有明显的差异, 行超声检测试验。
1
4
2021 年 第 43 卷 第 6 期
无损检测