
Page 51 - 无损检测 2021年第六期
P. 51
林立志, 等:
激光选区熔化增材制造 Ti-6Al-4V 钛合金的超声检测
近年来, 很多学者针对 SLM 制件开展 了无损 采用 USIP40 型超声波探伤仪和 SM-J6B-300
检测研 究。张 祥 春 等 [ 7 ] 开 展 了 SLM 成 形 对 比 试 型扫描器进行超声波声速、 衰减以及超声检测能力
件、 缺陷模拟试件和实际样件的工业 CT ( 计算机断 的水浸法检测试验。试验所采用的探头参数如表 1
层成像) 检测研究, 结果表明, 工业 CT 技术能有效 所示。
检测出激光选区熔化增材制造材料中的孔洞及裂纹 表 1 探头参数
等典型缺陷。王敬钊等 [ 4 ] 针对厚度为10mm 的 Ti- 序号 频率 / MHz 晶片直径 / mm 焦距 / mm
6Al-4V 钛合金构件的内部缺陷, 分别进行了常规射 1 # 5 ( 平探头) 12.700 -
线照相检测和 微 焦 点 CT 试 验, 结 果 表 明, 微 焦 点 2 # 10 ( 聚焦探头) 9.525 76.20
CT 技术具有更高的检测灵敏度, 可用于不同尺寸 3 5 ( 聚焦探头) 19.050 152.58
#
缺陷的识别与表征。上述研究只针对较薄 SLM 材
采 用 p hoenixvltomelx m 型 300kV / 180kV
料宏观缺陷的检测, 并未对 SLM 材料的自身性能 微纳米 CT 系统的三代锥束 CT 扫描模式对超声检
以及相对较厚试件进行细致而深入的研究。
测显示的异常信号进行微纳米工业 CT 验证。
笔者针对 SLM 成形钛合金, 开展了不 同成形 1.3 试验方法
方向声特性差异分析, 通过进行不同参数下的水浸
试验时, 先分别对比 SLM 钛合金试件不同成
超声检测试验, 确定了超声检测对选区熔化钛合金 形方向的声速和衰减, 以分析其不同方向声特性的
的检测能力以及最佳检测参数, 选取典型异常部位 差异, 进而了解 SLM 材料的方向性特征; 其次, 在
进行了 CT 检测, 验证了超声检测的有效性。
不同 水 距 下 对 SLM 钛 合 金 试 件 进 行 超 声 检 测 试
1 试验对象与方法 验, 通过检测灵敏度、 信噪比和近表面分辨力的对
1.1 试验对象 比, 确定超声检测的能力, 以及最佳检测参数; 最后,
选择超声检测典型异常部位进行工业 CT 检测, 验
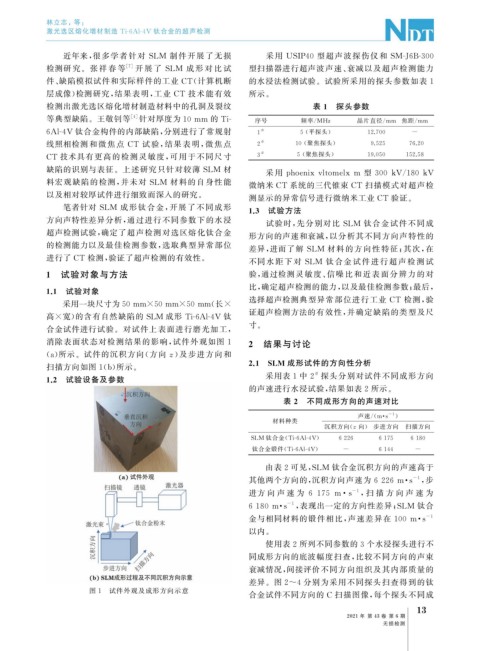
采用一块尺寸为50mm×50mm×50mm ( 长×
证超声检测方法的有效性, 并确定缺陷的类型及尺
高×宽) 的含有自然缺陷的 SLM 成形 Ti-6Al-4V 钛
寸。
合金试件进行试验。对试件上表面进行磨光加工,
2 结果与讨论
消除表面状态对检测结果的影响, 试件外观如图 1
( a ) 所示。试件的沉积方向( 方向 z ) 及步进方向和
2.1 SLM 成形试件的方向性分析
扫描方向如图 1 ( b ) 所示。
#
1.2 试验设备及参数 采用表 1 中 2 探头分别对试件不同成形方向
的声速进行水浸试验, 结果如表 2 所示。
表 2 不同成形方向的声速对比
-1
声速 /( m · s )
材料种类
沉积方向( z 向) 步进方向 扫描方向
SLM 钛合金( Ti-6Al-4V ) 6226 6175 6180
钛合金锻件( Ti-6Al-4V ) - 6144 -
由表 2 可见, SLM 钛合金沉积方向的声速高于
其他两个方向的, 沉积方向声速为 6226m · s , 步
-1
进方 向 声 速 为 6175 m · s , 扫 描 方 向 声 速 为
-1
6180m · s , 表现出一定的方向性差异; SLM 钛合
-1
-1
金与相同材料的锻件相比, 声速差异在 100 m · s
以内。
使用表 2 所列不同参数的 3 个水浸探头进行不
同成形方向的底波幅度扫查, 比较不同方向的声束
衰减情况, 间接评价不同方向组织及其内部质量的
差异。图 2~4 分别为采用不同探头扫查得到的钛
图 1 试件外观及成形方向示意
合金试件不同方向的 C 扫描图像, 每个探头不同成
3
1
2021 年 第 43 卷 第 6 期
无损检测